Twin 4-stroke Engine SAIC4-22
"Gary"
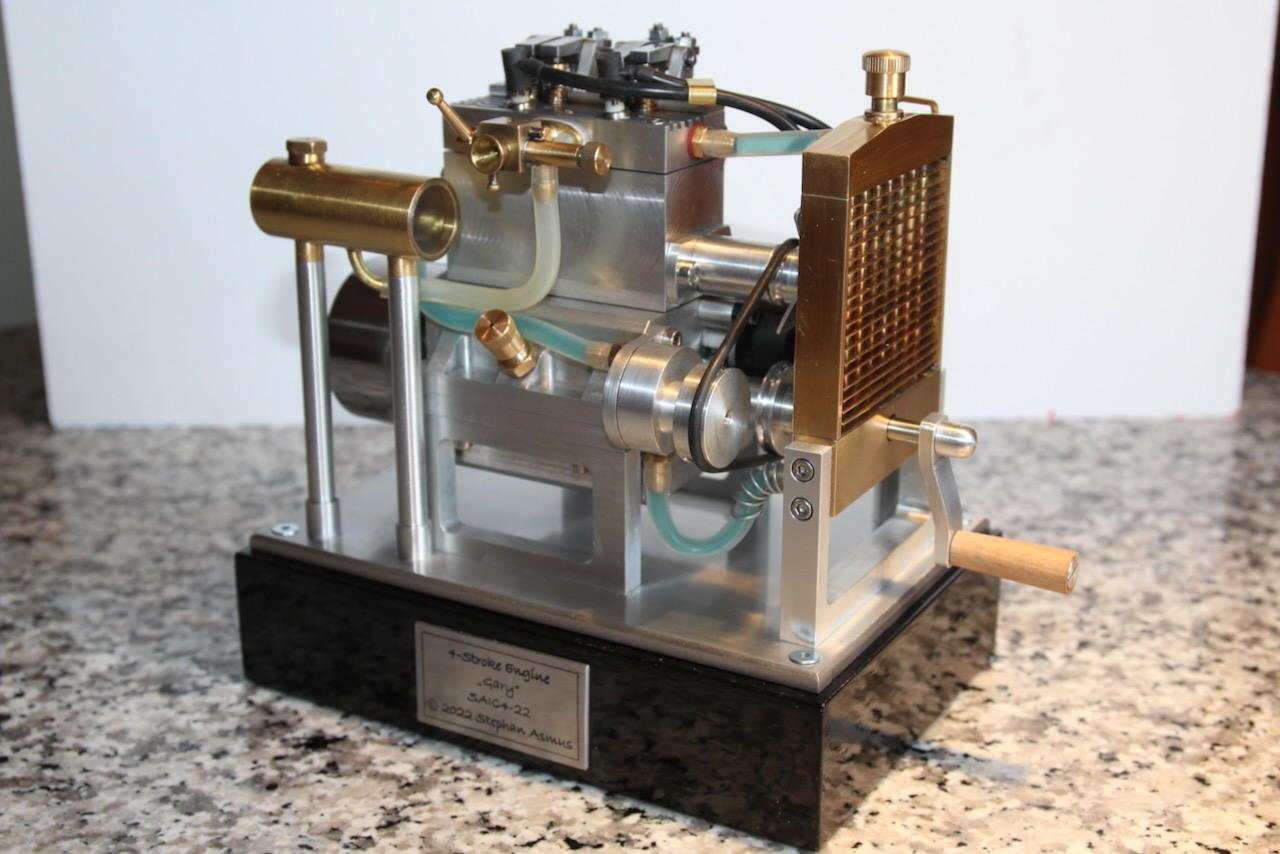
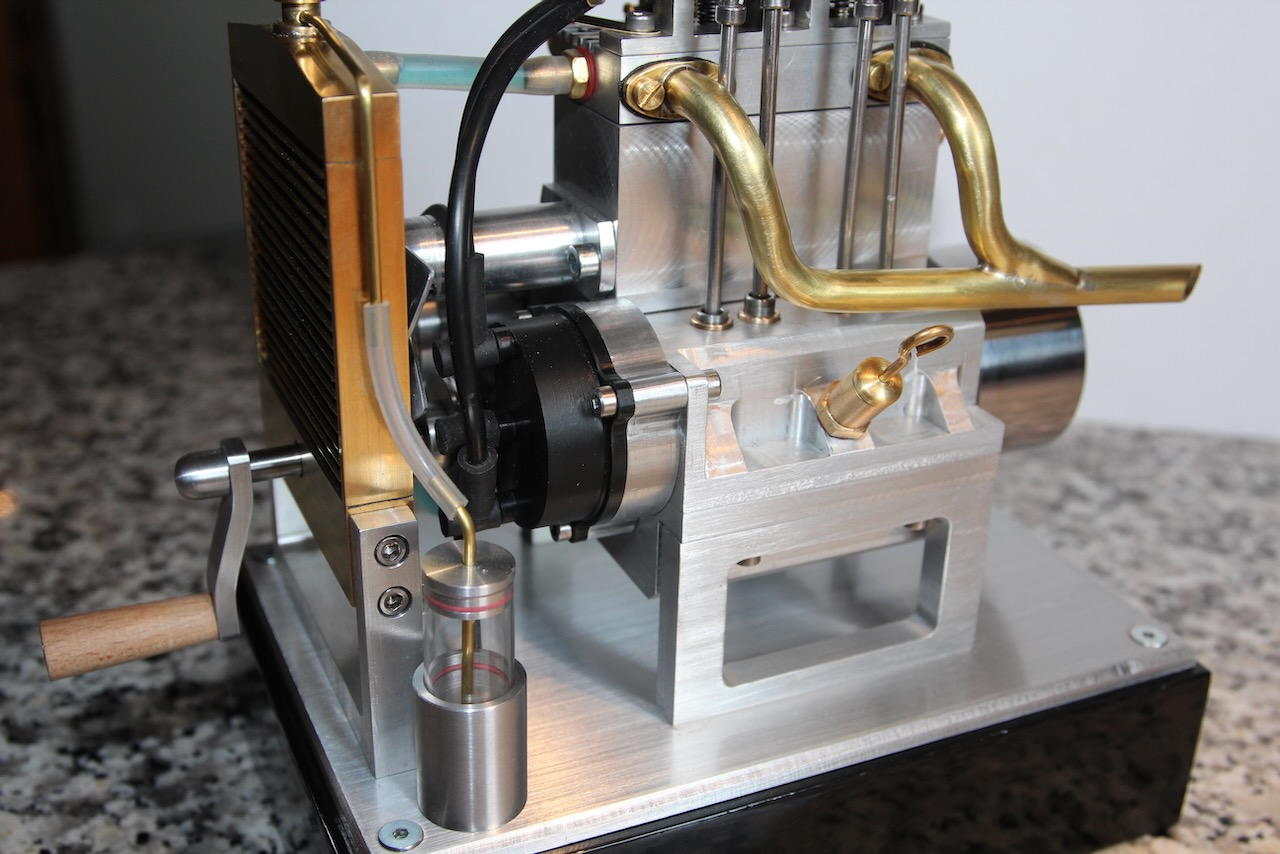
Gary ist ein 2-Zylinder, 4-Takt Verbrennungsmotor mit geschlossenem Kurbelgehäuse und Schleuderschmierung, Drosselvergaser, konventionellem Zündverteiler und Wasserkühlung.
Der Motor ist inspiriert durch vergleichbare Layouts wie z.B. Bob Shores bekanntem Hercules, jedoch eine komplette Eigenentwicklung, kommt ohne Gussteile aus und ist - bis auf eine überschaubare Zahl von Kaufteilen (Schrauben, Komponenten der Zündung und Zahnräder) "from bar stock" gefertigt.
Technische Daten:
- Zylinder Durchmesser 18mm
- Hub 18mm
- Hubraum 9,16 ccm
- Verdichtung: ca. 1:6,1
- Masse inkl. Unterbau: ca. 2,8 kg
- CDI Zündung
- max. Drehzahl: ca. ?000 U/min (muss ich noch mal messen...)
Über 150 Einzelteile sind zu fertigen (ohne Sockel /CDI)...
Beschreibung & Hinweise zum Bau
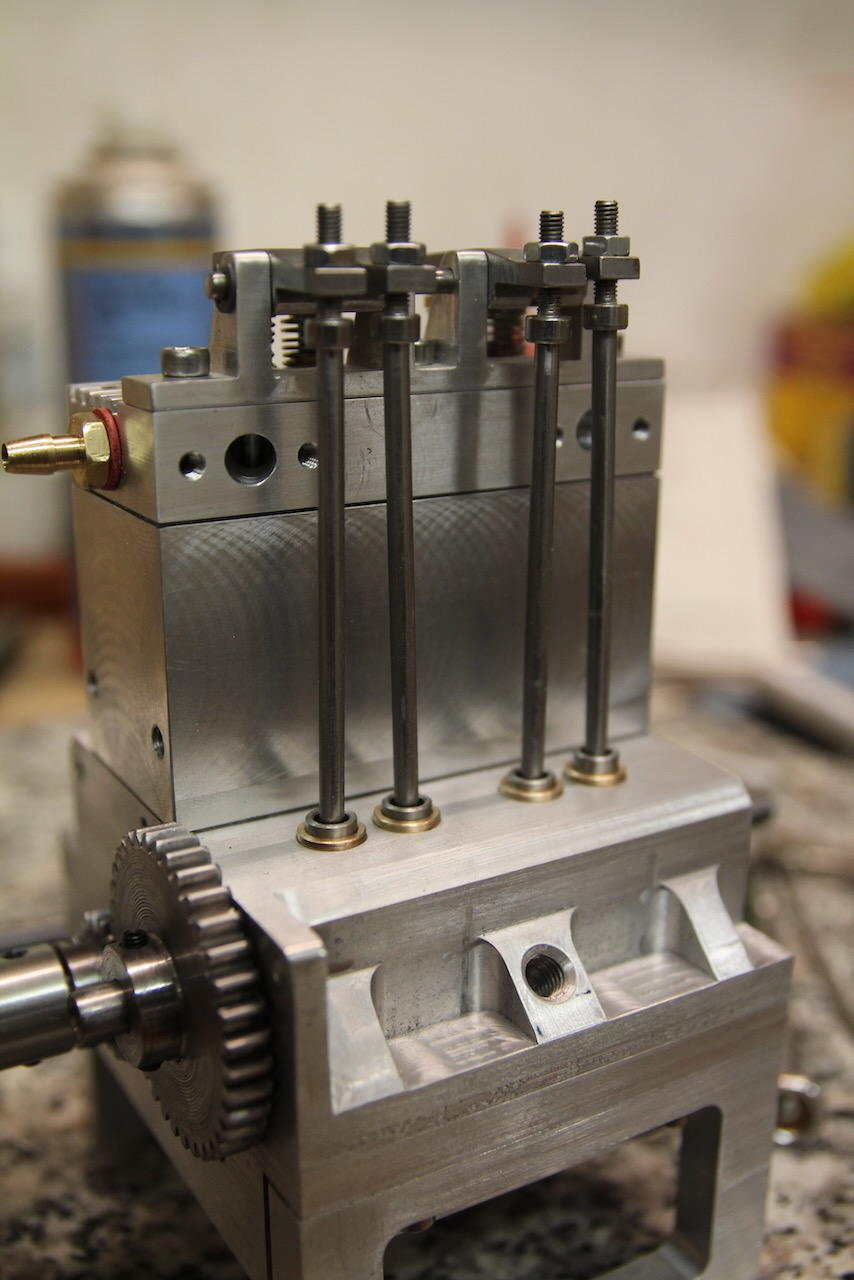
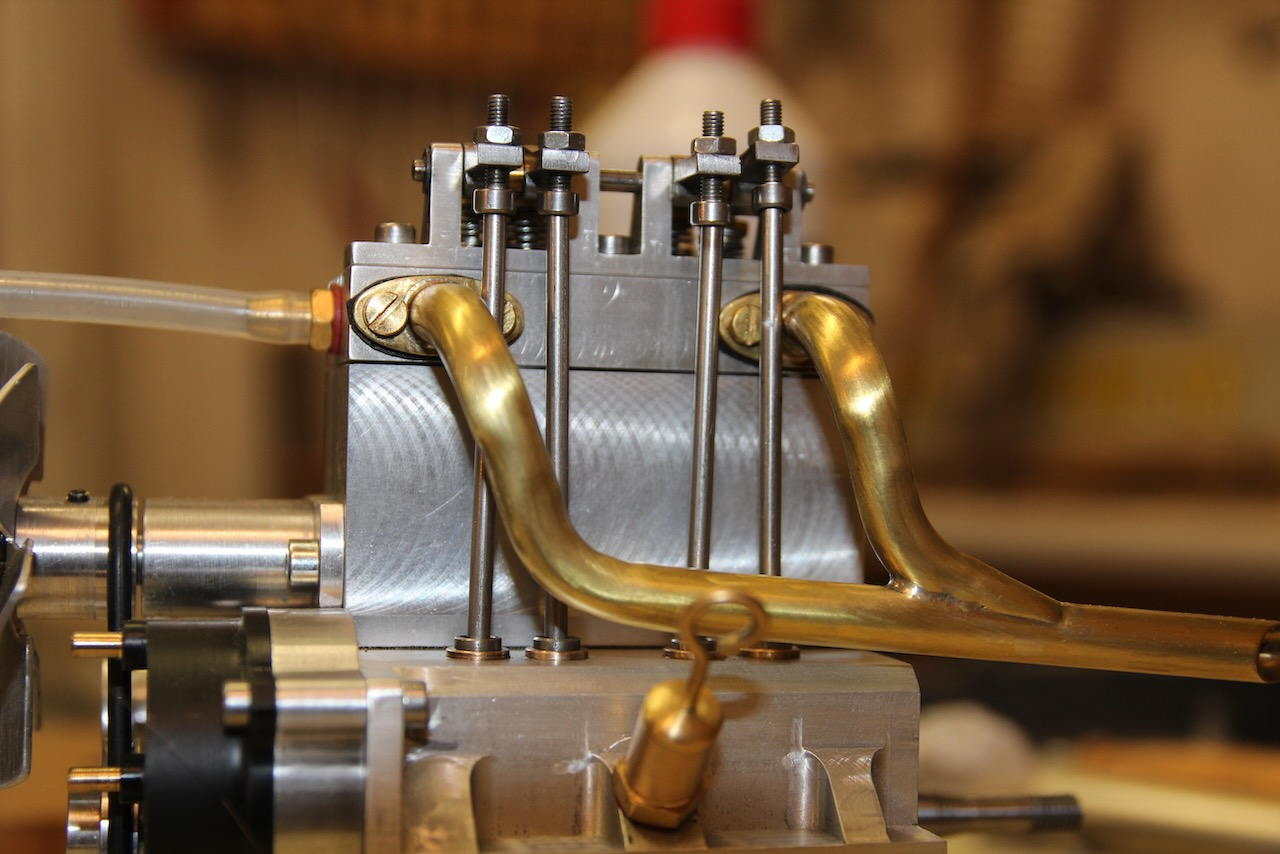
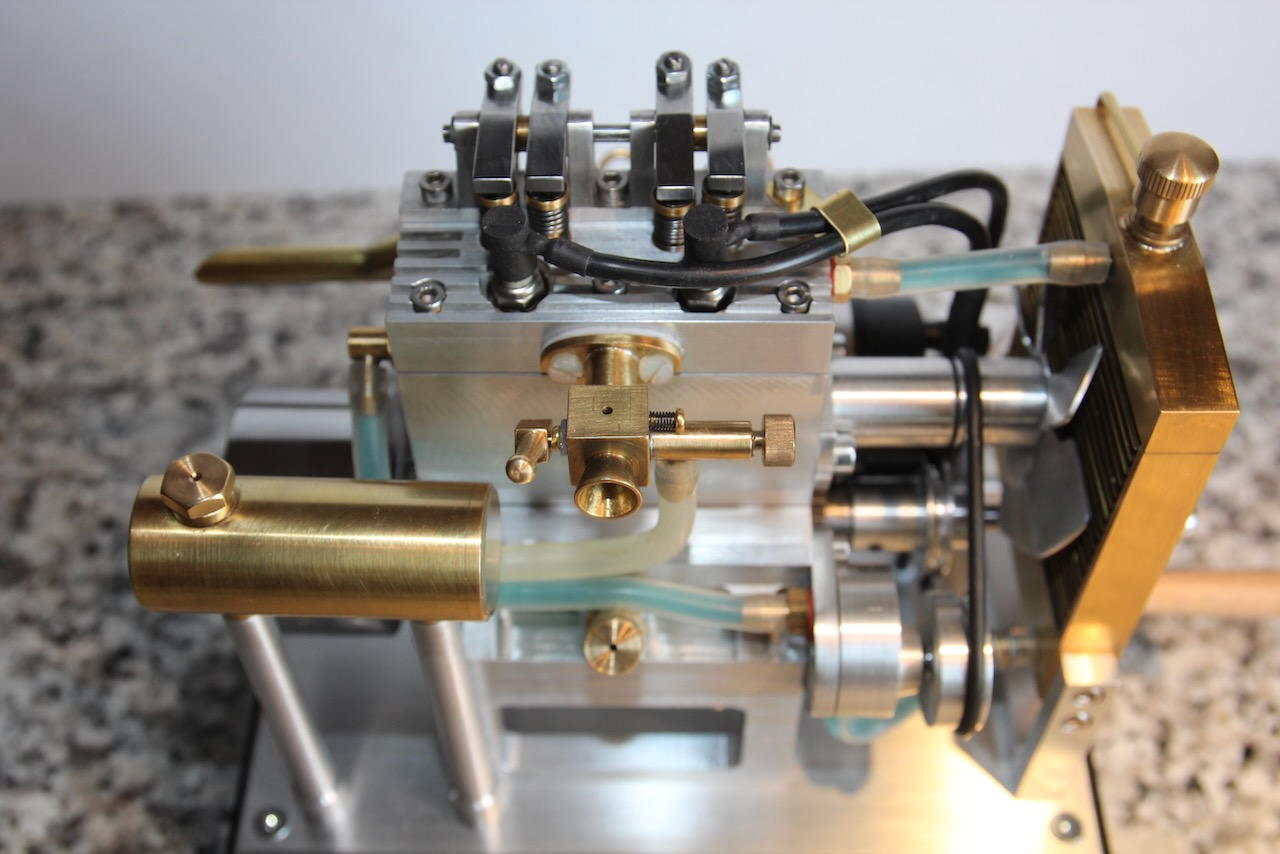
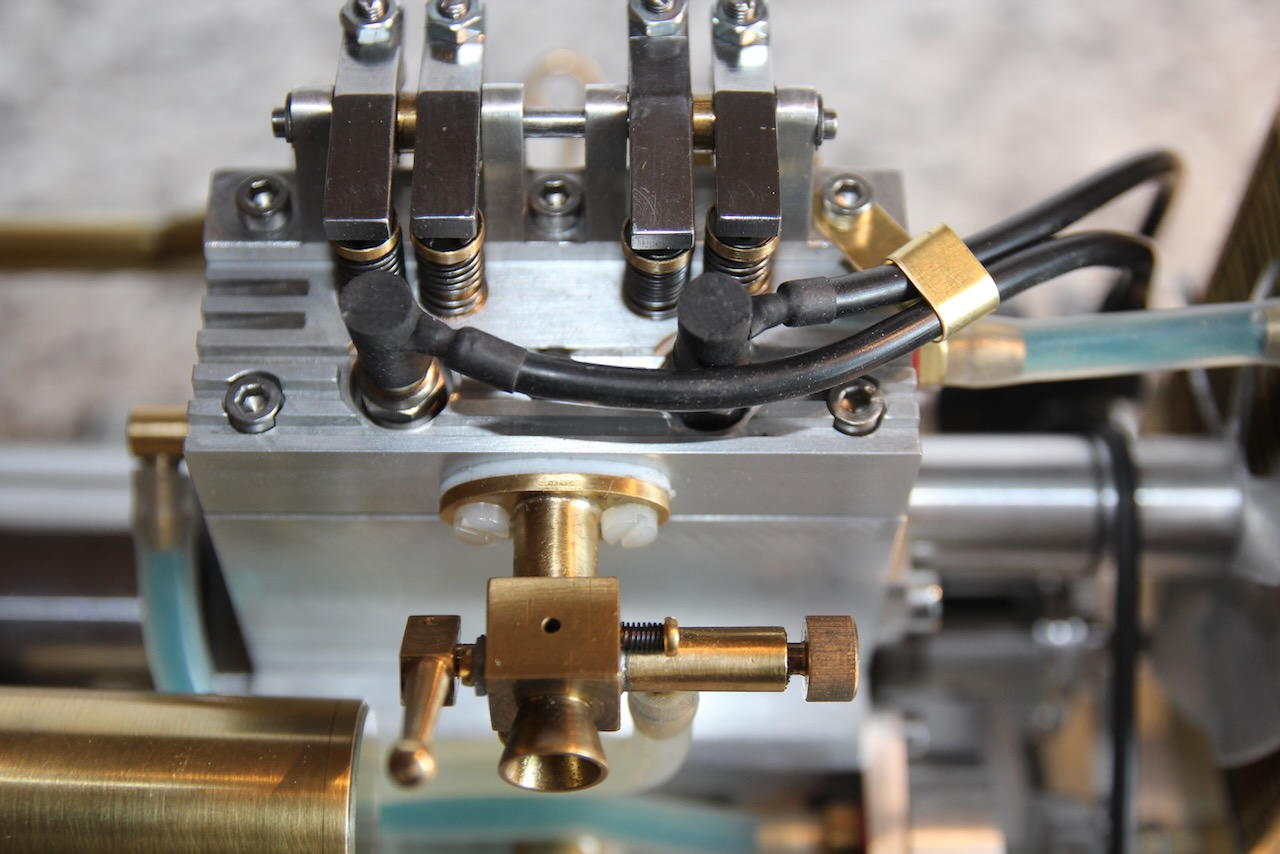
Der Motor ist mit zwei Zylindern in Reihe und hängenden Ventilen ausgebildet, die Ventilbetätigung erfolgt konventionell über Stößel, Stoßstangen und Kipphebel.
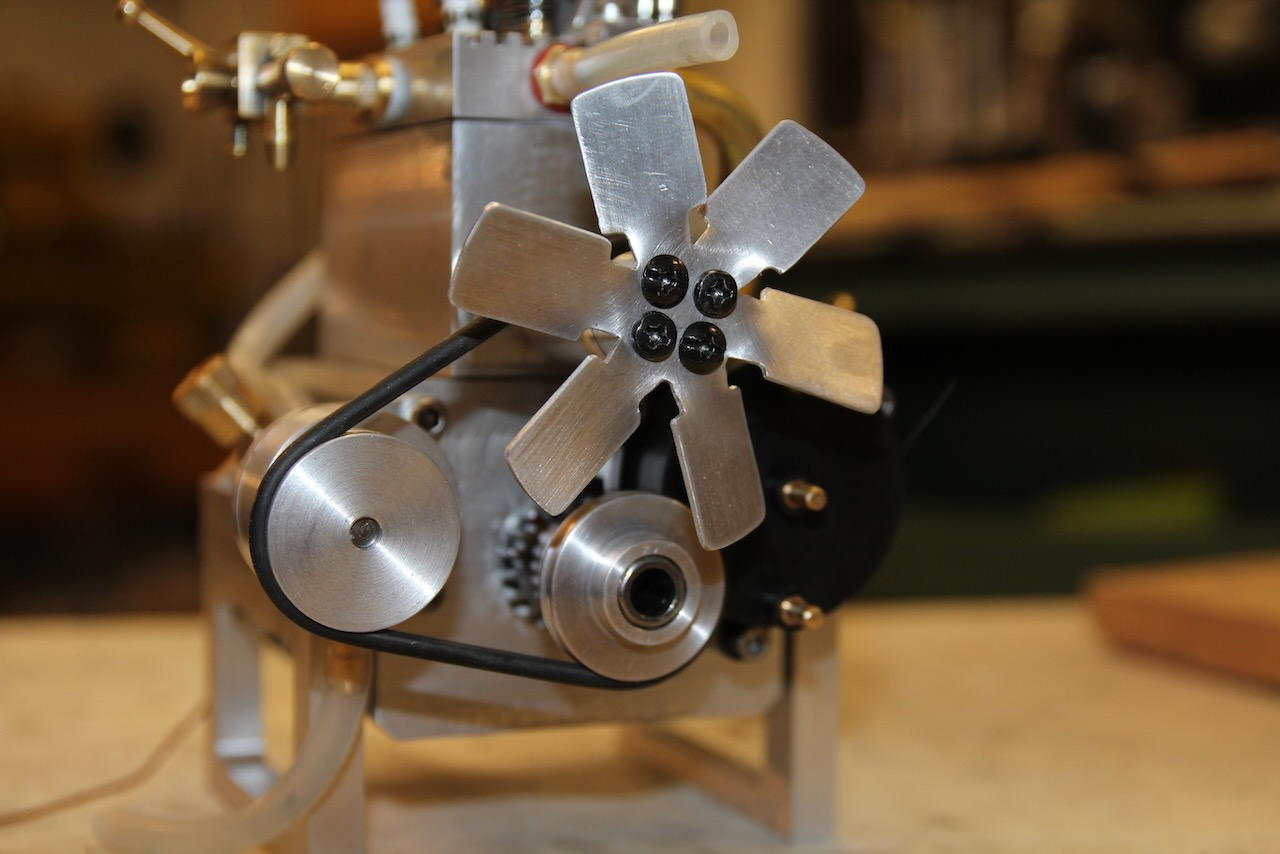
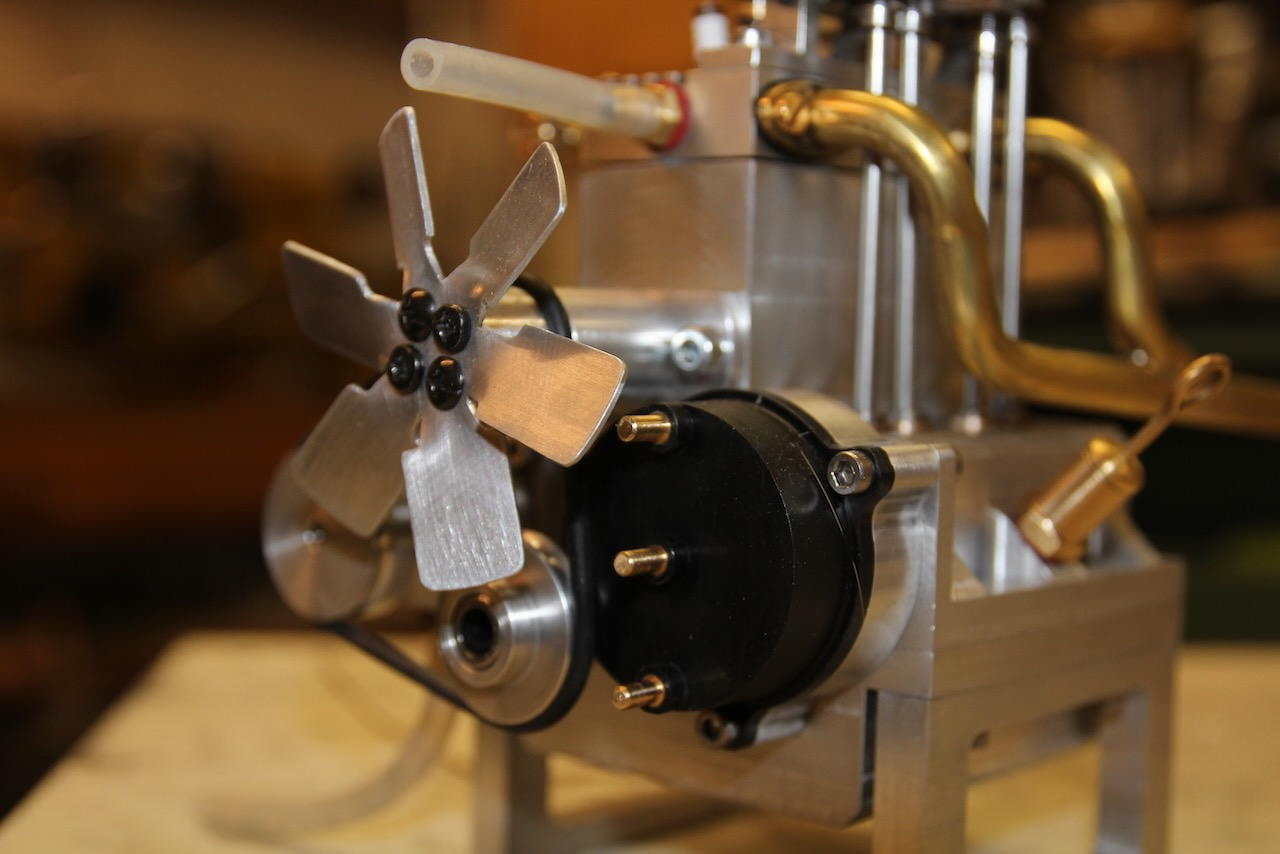
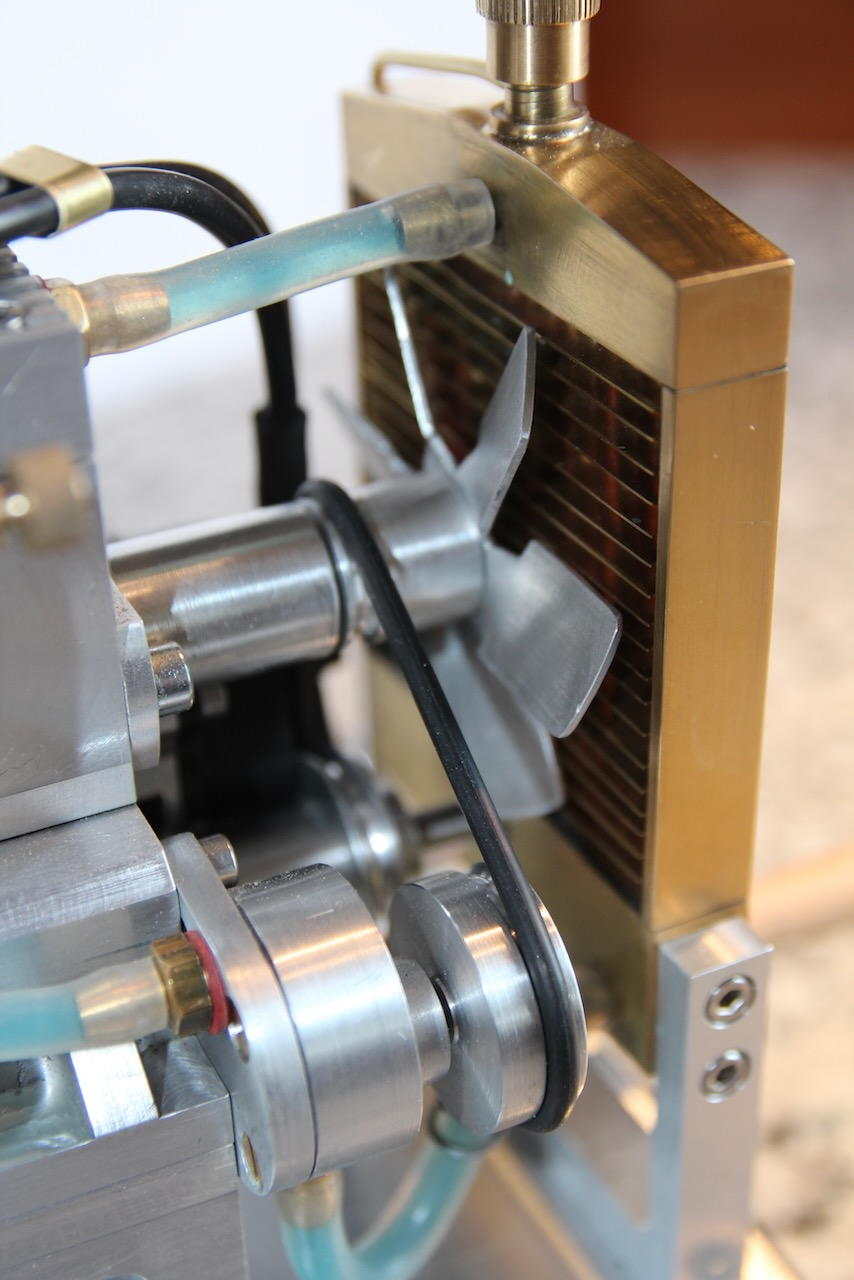
Der Motor ist wassergekühlt mit separatem Kühler und einem über die Kurbelwelle angetriebenem Lüfterrad, das Kühlmedium wird über eine Zahnradpumpe, ebenfalls durch die Kurbelwelle betätigt, transportiert.Die Laufgarnitur verwendet als Materialpaarung einen Aluminiumkolben mit zwei Kolbenringen aus Grauguss (GGG60) in einem Zylinder aus Stahl.
Der Start ist sowohl mittels Kurbel als auch (kräfteschonend) mit einem Akkuschrauber und eingespannter 6mm Welle möglich. ein entsprechender Freilauf ist kurbelwellenseitig vorgesehen.
Als Treibstoff ist 2-Takt Gemisch vorgesehen. Aufgrund der sehr sauberen und fast geruchlosen Verbrennung kann ich Alcylatbenzin der Fa. Aspen (Aspen-2) empfehlen.
Unabhängig davon wird das Kurbelgehäuse (Nocken, Pleuel) mit öl im Kurbelgehäuse geschmiert (Schleuderschmierung), so dass grundsätzlich auch Treibstoff ohne Ölzusatz möglich ist.
Das geschlossene Kurbelgehäuse wird über ein Druckausgleichsventil während des Betriebes mit einem geringen Unterdruck beaufschlagt. Das sorgt zuverlässig dafür, dass kein Öl durch z.B. Lager oder die Berührungsflächen der Gehäusehälften entweicht. Im Prototypen ist daher keine Dichtung zwischen unterer und oberer Kurbelgehäuse-Hälfte vorgesehen.
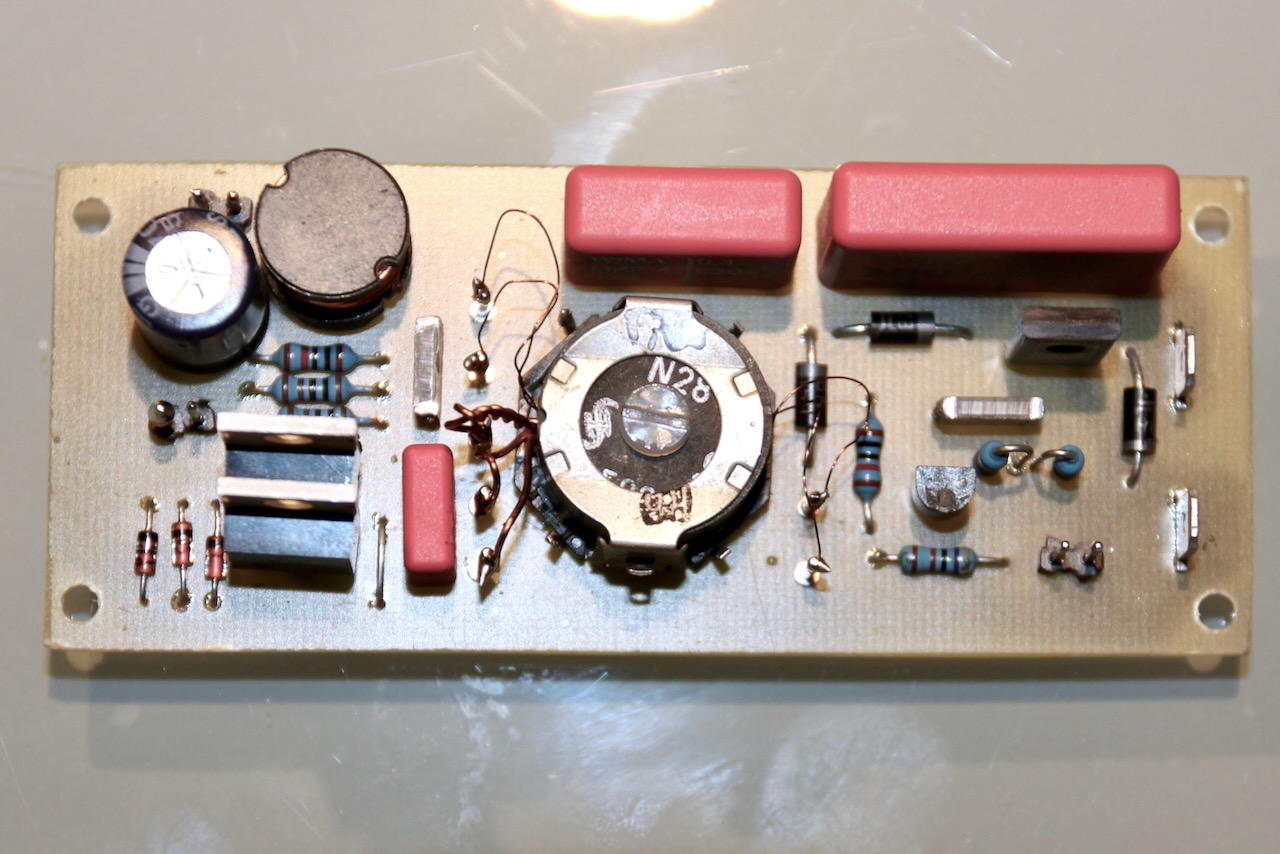
Als Zündung kommt eine kleine CDI Zündung zum Einsatz, die für diesen Motor entwickelt wurde. Der Schaltplan ist Bestandteil des Zeichnungssatzes, das Platinenlayout und der Bestückungsplan sind als separate Dateien unten zu finden.
Die Zündverteilung erfolgt über einen klassischen (mechanischen) Zündverteiler, der an die Nockenwelle gekoppelt ist. Diese Zündung zeichnet sich durch relativ kleine Baugröße und eine Versorgungsspannung von nur 4,5V aus, die von drei Mignonzellen geliefert werden kann - diese halten einige Stunden Betriebszeit durch. Im Gegensatz zu den bei meinen bisherigen Motoren eingesetzten Sperrrwandlern kommt hier ein etwas leistungsfähigeres Konzept basierend auf einem Gegentakt Sinuswandler zum Einsatz, so dass ein Betrieb mit nur einer Batteriezelle leider nicht mehr möglich ist.
Als Zündspule wurde hier eine für Mopeds vertriebene gut erhältliche Zündspule mit vergleichsweise kleiner Baugröße verwendet.
Vielleicht noch zu erwähnen ist, dass der vorgeschlagene Unterbrecherkontakt nur für kleine Ströme gedacht ist - eine herkömmliche Unterbrecherzündung sollte daher nicht verwendet werden, die dabei auftretenden hohen Ströme würden den Kontakt vermutlich schnell zerstören. Geeignet dagegen wäre aber eine Transistorzündung mit herkömmlicher Spule.
Der Zündzeitpunkt wird ca. 10-20° vor OT eingestellt und lässt sich durch Verdrehen der Unterbrecherkontakt-Einheit problemlos verstellen.
Zum Bau von Gary ist eine Drehbank und Fräse unbedingt erforderlich, auch der Rest der Werkstatt sollte halbwegs gut ausgestattet sein. Da die Toleranzen bei einem Motor dieser Dimension eine recht entscheidende Rolle spielen, sollte mindestens im Bereich der Zylinder/Kolbenpaarung sorgfältig gearbeitet werden - aus diesem Grund ist der Motor vielleicht nicht unbedingt als Erstlingswerk zu empfehlen.
Bilder und ein paar Kommentare aus der Bauphase:
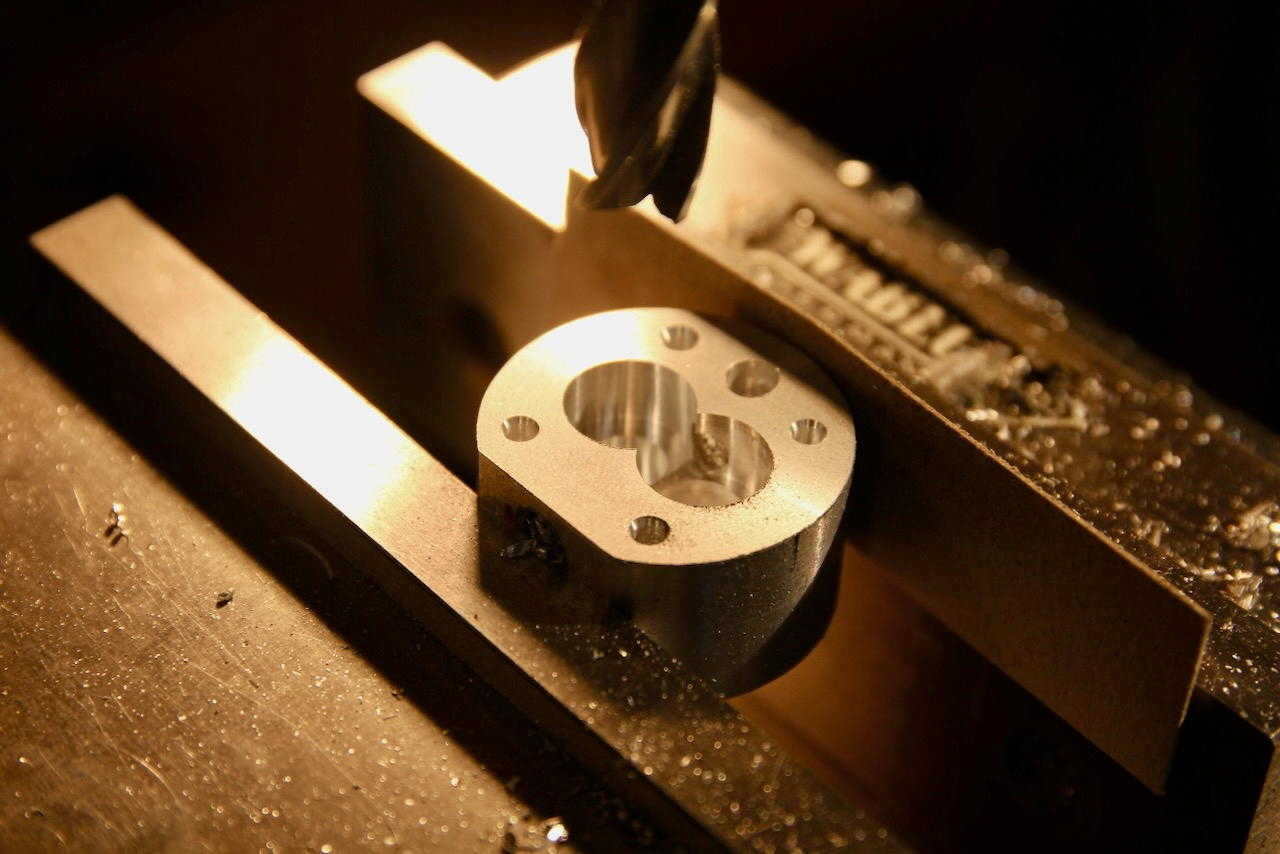

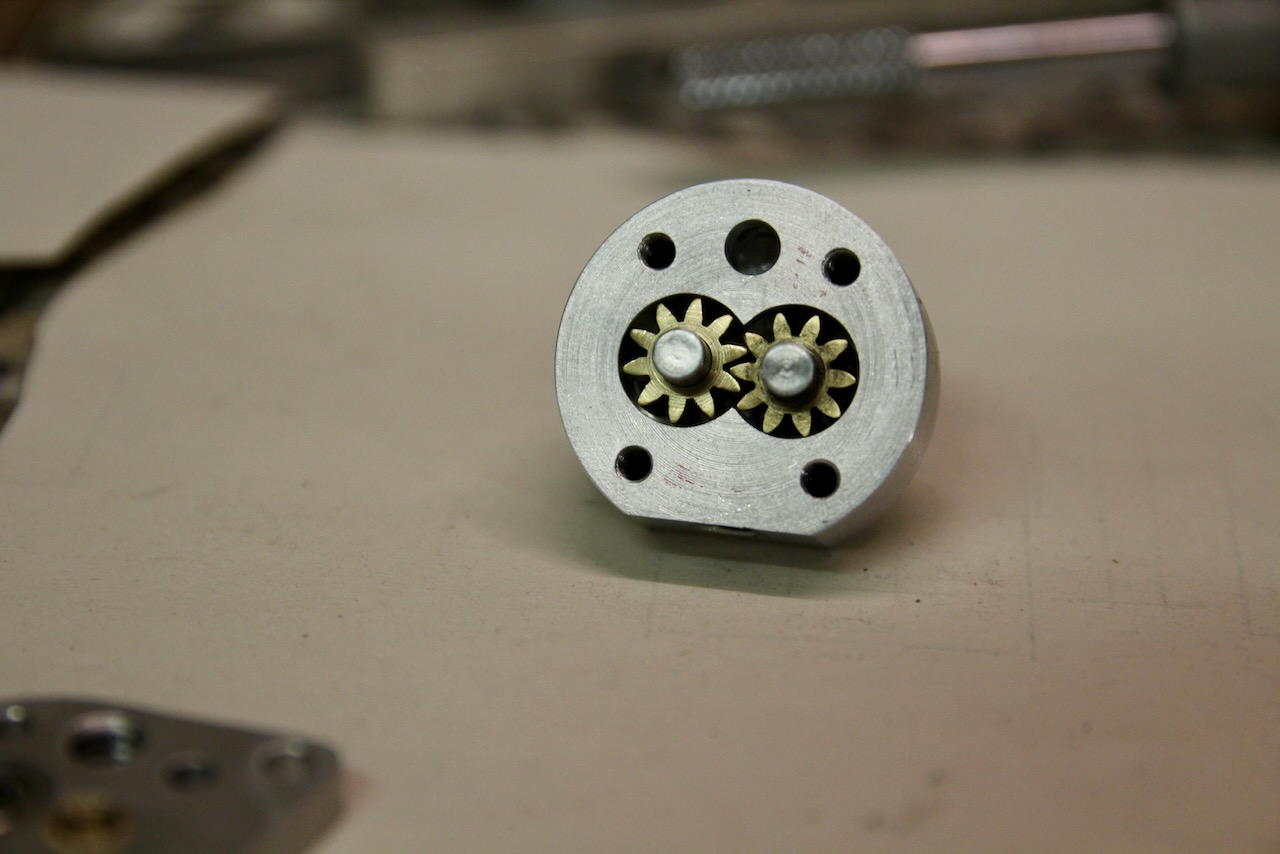

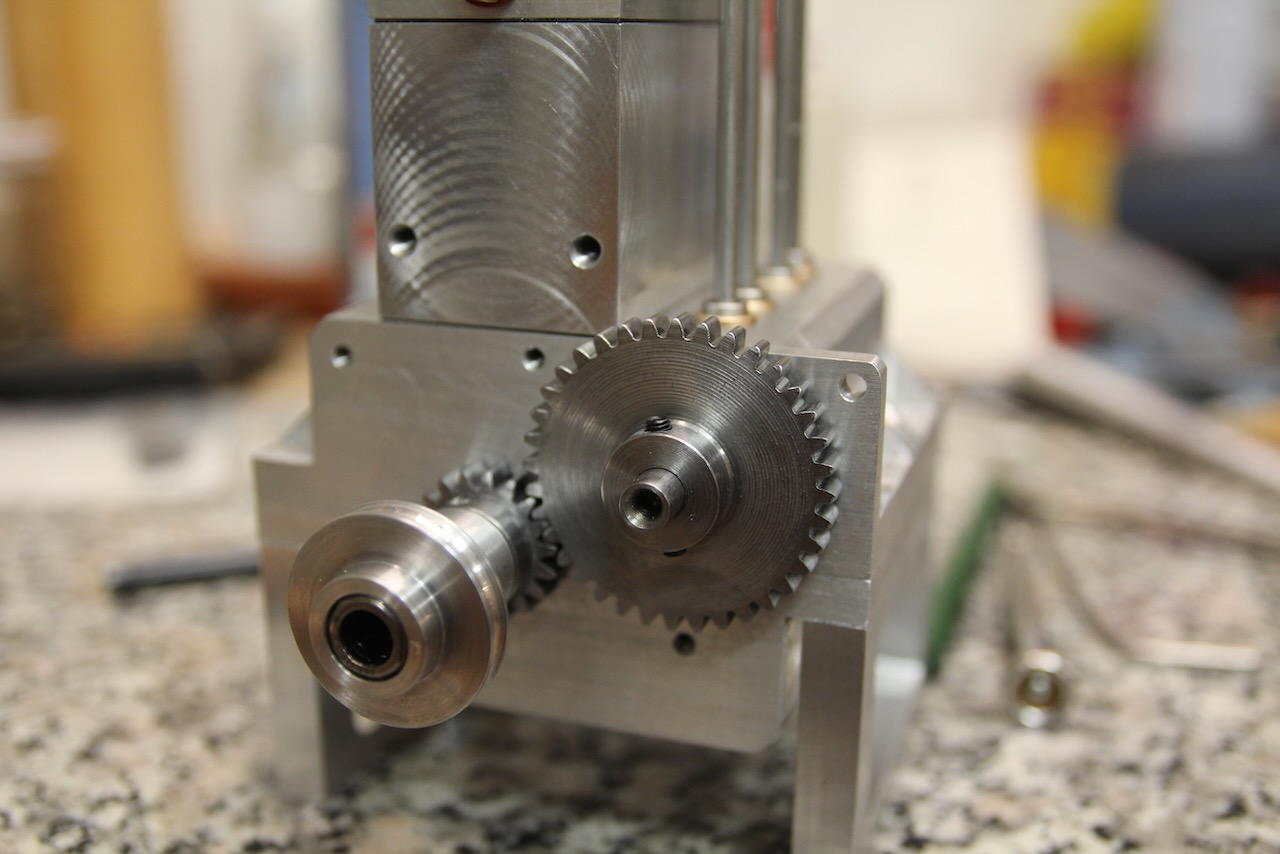
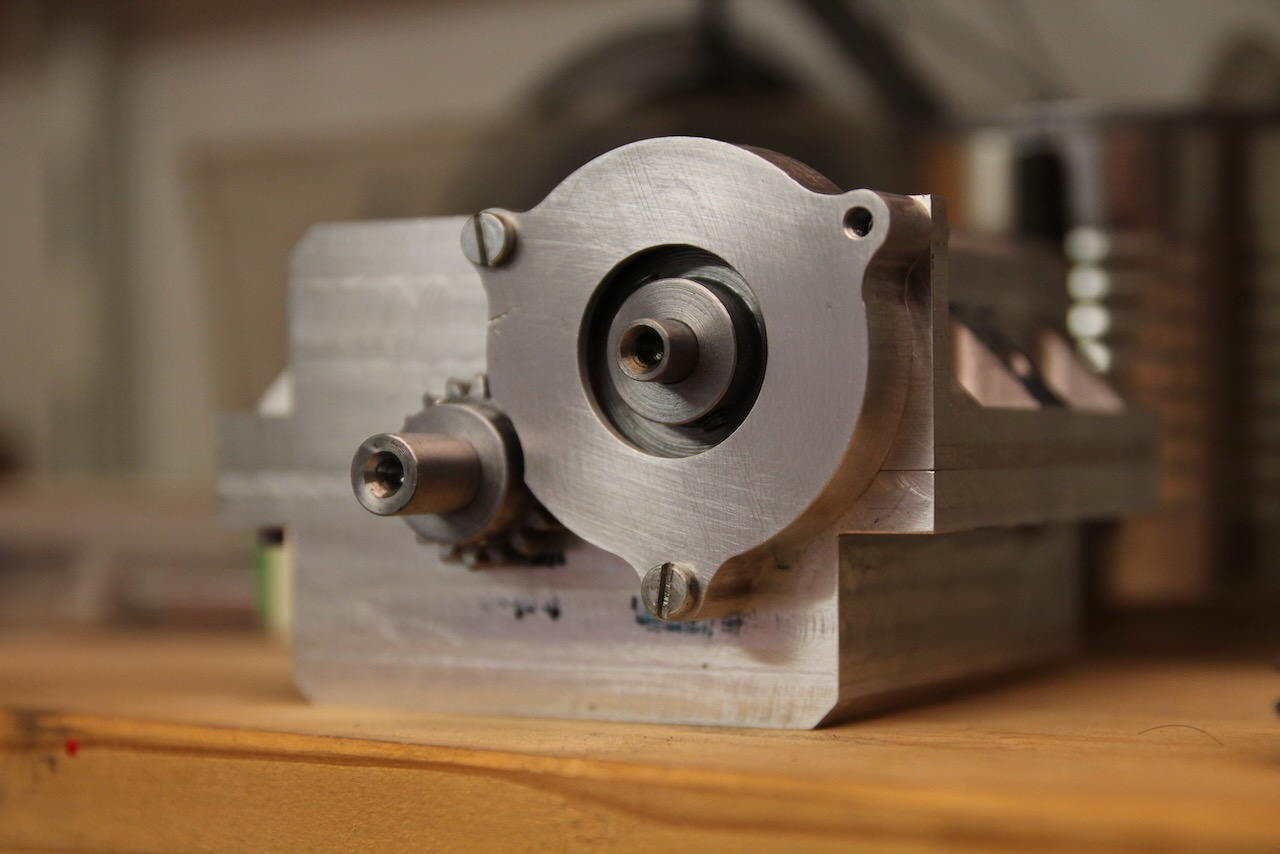
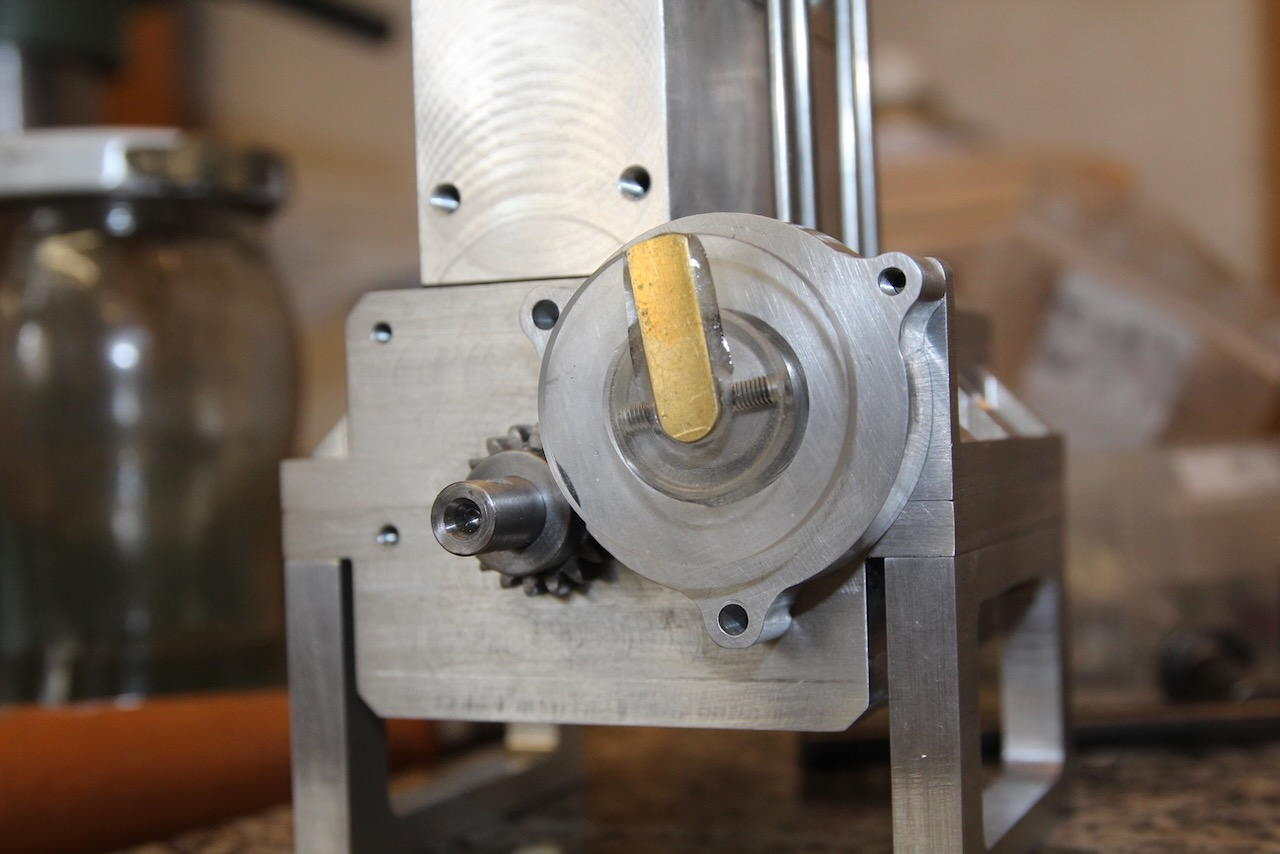
 Zur Umwälzung des Kühlwassers kommt eine Zahnradpumpe zum Einsatz. Die Zahnräder aus Messing (Modul 0,8) sind selbst gefräst und auf eine Silberstahl Welle aufgepresst. Die Abdichtung zur Antriebsseite erfolgt über einen O-Ring. Aufgrund der geringen Toleranzen ist hier besonders sorgfältig zu arbeiten, i.B. beim Anfertigen der Lageraufnahmen.
Zur Umwälzung des Kühlwassers kommt eine Zahnradpumpe zum Einsatz. Die Zahnräder aus Messing (Modul 0,8) sind selbst gefräst und auf eine Silberstahl Welle aufgepresst. Die Abdichtung zur Antriebsseite erfolgt über einen O-Ring. Aufgrund der geringen Toleranzen ist hier besonders sorgfältig zu arbeiten, i.B. beim Anfertigen der Lageraufnahmen.

 Die Pleuel bestehen aus Aluminium mit eingepresstem (Kolbenseite) und geteiltem (Kurbelwellenseite) Lager aus Bronze. Die Ölbohrungen auf der Kurbelwellenseite sind hier noch nicht eingebracht.
Die Kolben bestehen aus Aluminium mit jeweils zwei Kolbenrigen aus Grauguss (GGG60). Die Kolbenbolzen wurden aus Silberstahl gefertigt und werden auf einer Seite des Kolbens mit einer Madenschraube M3 gehalten.
Die Pleuel bestehen aus Aluminium mit eingepresstem (Kolbenseite) und geteiltem (Kurbelwellenseite) Lager aus Bronze. Die Ölbohrungen auf der Kurbelwellenseite sind hier noch nicht eingebracht.
Die Kolben bestehen aus Aluminium mit jeweils zwei Kolbenrigen aus Grauguss (GGG60). Die Kolbenbolzen wurden aus Silberstahl gefertigt und werden auf einer Seite des Kolbens mit einer Madenschraube M3 gehalten.
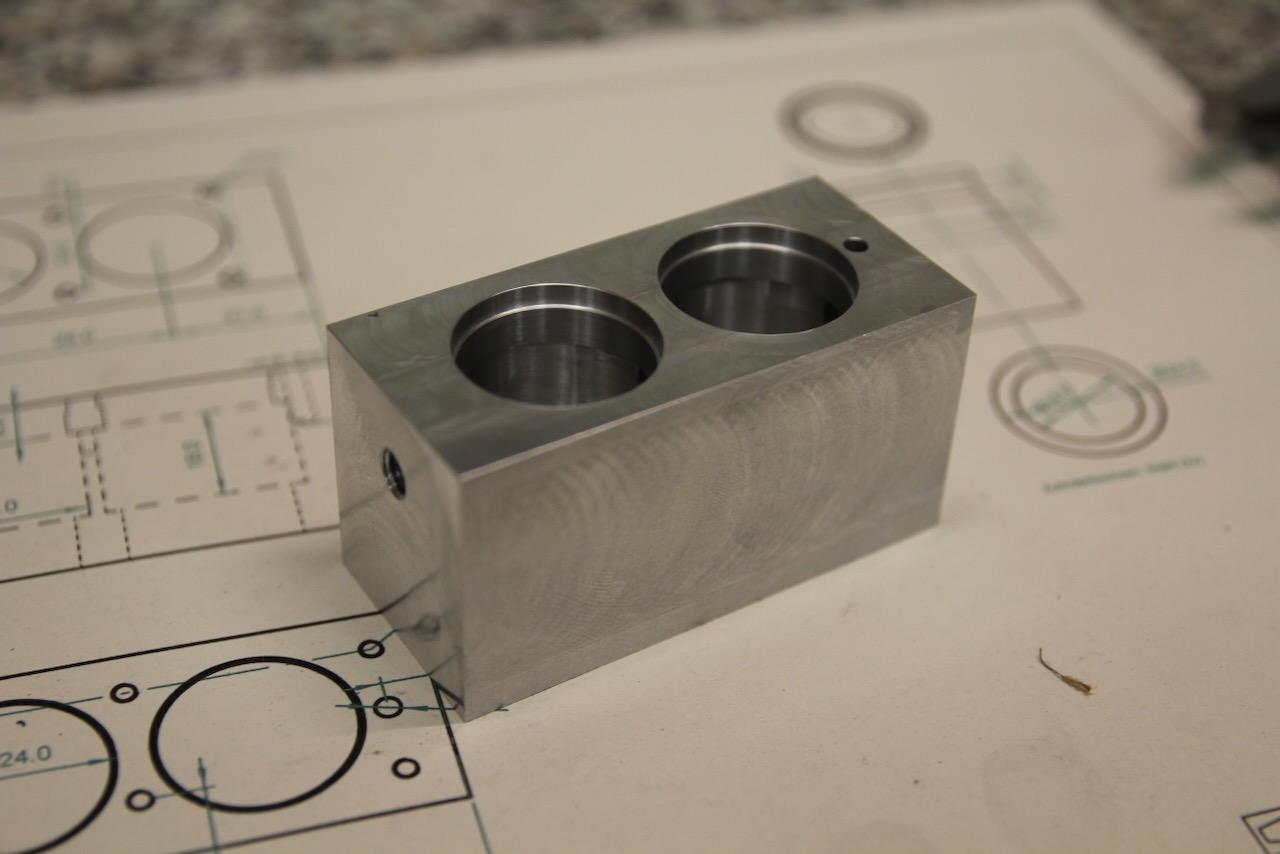


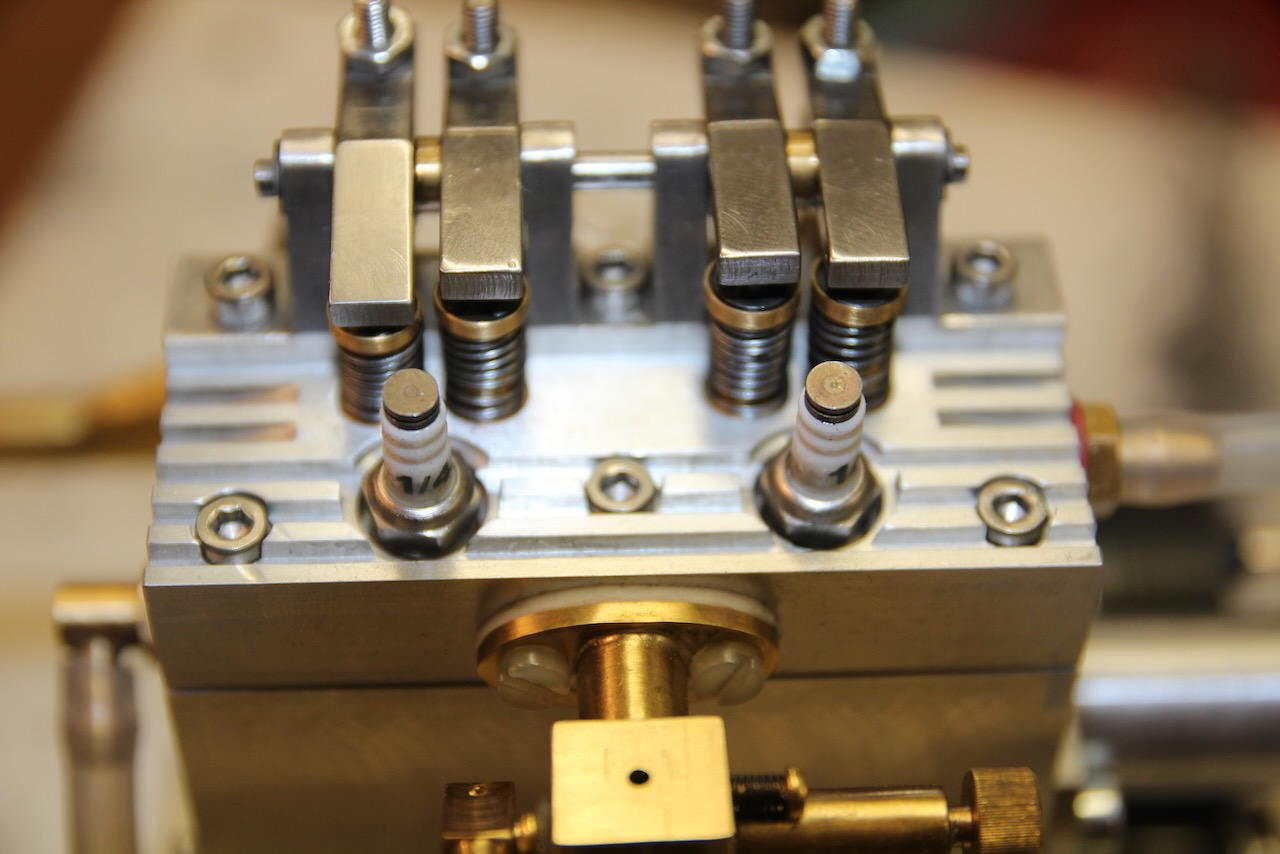
 Zylinderblock und Zylinderkopf sind Frästeile aus Aluminium. Die Ventilführungen werden in den fertig bearbeiteten Zylinderkopf eingepresst und erst dann die Bohrungen für Aus- und Einlass fertiggebohrt.
Zylinderblock und Zylinderkopf sind Frästeile aus Aluminium. Die Ventilführungen werden in den fertig bearbeiteten Zylinderkopf eingepresst und erst dann die Bohrungen für Aus- und Einlass fertiggebohrt.Als Zündkerzen kommen hier Fertigteile mit Glühkerzen-Gewinde (UNEF 1/4 x 32) zum Einsatz. Der Zylinderkopf wird an dieser Stelle weiter aufgefräst, um die Kerzen mit einer Nuss SW8 einschrauben zu können.
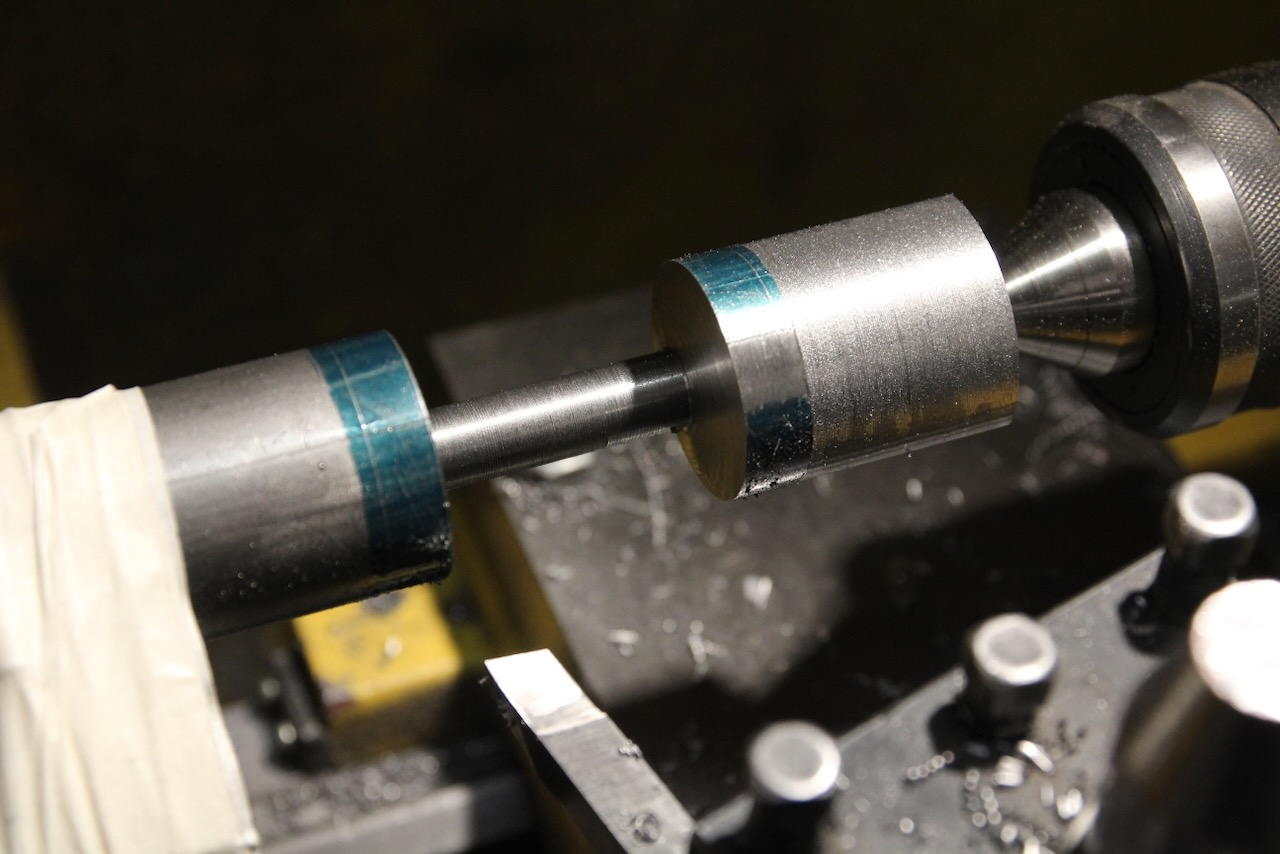
 Die Kurbelwelle wird aus gewöhnlichem Baustahl (bevorzugt warmgewalzt, z.B. S355, ich habe allerdings weil es gerade da war Automatenstahl verwendet - gut wäre auch ETG100 oder C45) aus einem Stück gefertigt.
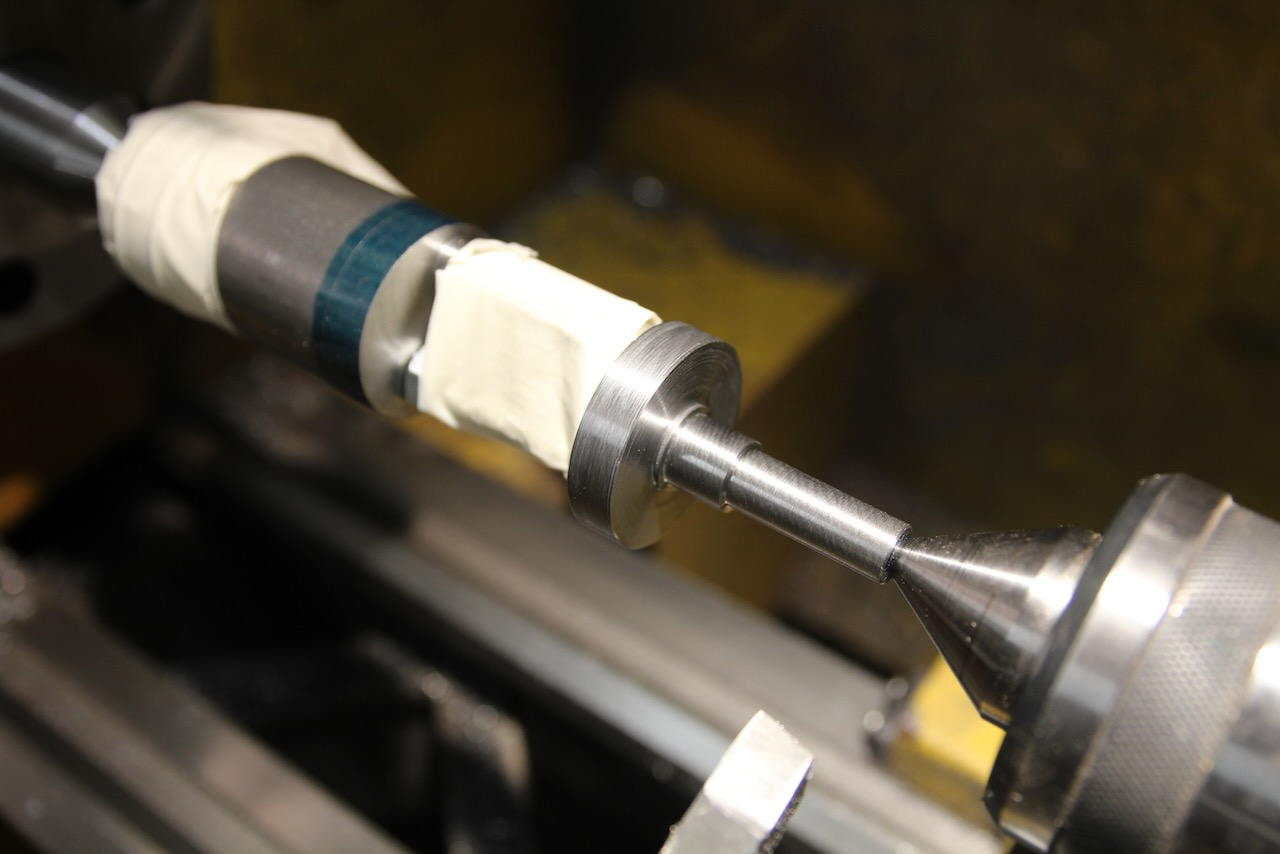
Der Rohling wird dazu zunächst an beiden Enden maßgenau mit Zentrierbohrungen versehen und die Welle anschließend zwischen den Spitzen gedreht. Nachdem der Innenteil (also dort, wo die Pleuel ansetzen) fertig gestellt ist ist es sinnvoll, die Kurbelwangen mit einem eingeklebten Stahl temporär abzustützen, um einen Verzug durch den Spitzendruck zu vermeiden.
Die Kurbelwelle wird aus gewöhnlichem Baustahl (bevorzugt warmgewalzt, z.B. S355, ich habe allerdings weil es gerade da war Automatenstahl verwendet - gut wäre auch ETG100 oder C45) aus einem Stück gefertigt.
Der Rohling wird dazu zunächst an beiden Enden maßgenau mit Zentrierbohrungen versehen und die Welle anschließend zwischen den Spitzen gedreht. Nachdem der Innenteil (also dort, wo die Pleuel ansetzen) fertig gestellt ist ist es sinnvoll, die Kurbelwangen mit einem eingeklebten Stahl temporär abzustützen, um einen Verzug durch den Spitzendruck zu vermeiden. Die Lagersitze sind für eine Presspassung der vorgesehenen Kugellager auszulegen und mindestens im Bereich der Wellendichtringe zu polieren.
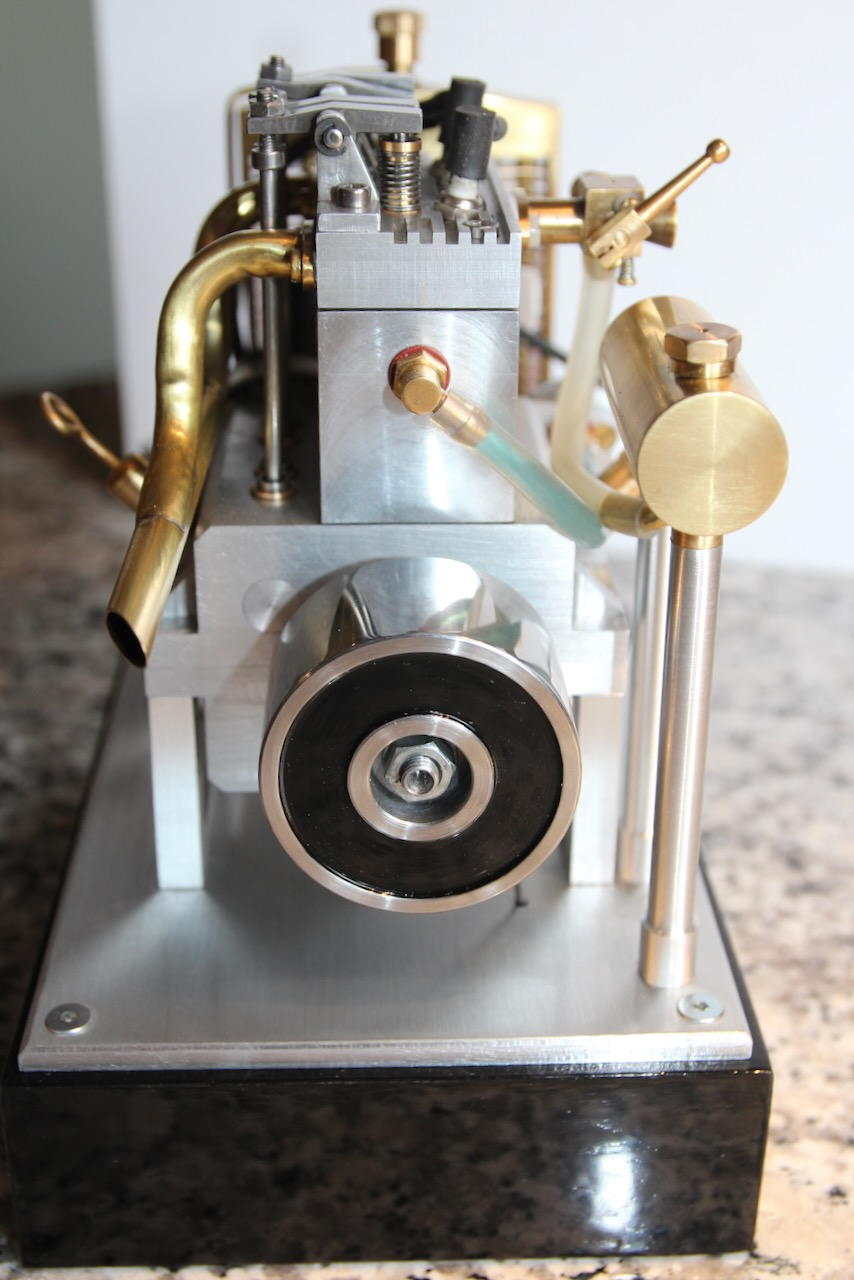
Bei der Anfertigung des Kegels mit dem Oberschlitten der Drehbank ist zu beachten, dass der Kegel den identischen Winkel wie das später aufzunehmende Schwungrad erhält. Daher ist es sinnvoll, Kurbelwelle und Schwungrad aufeinander folgend anzufertigen, um die gleiche Einstellung des Oberschlittens sicherzustellen.
Die Kurbelwangen werden erst im Anschluss mit der Fräse in Form gebracht.
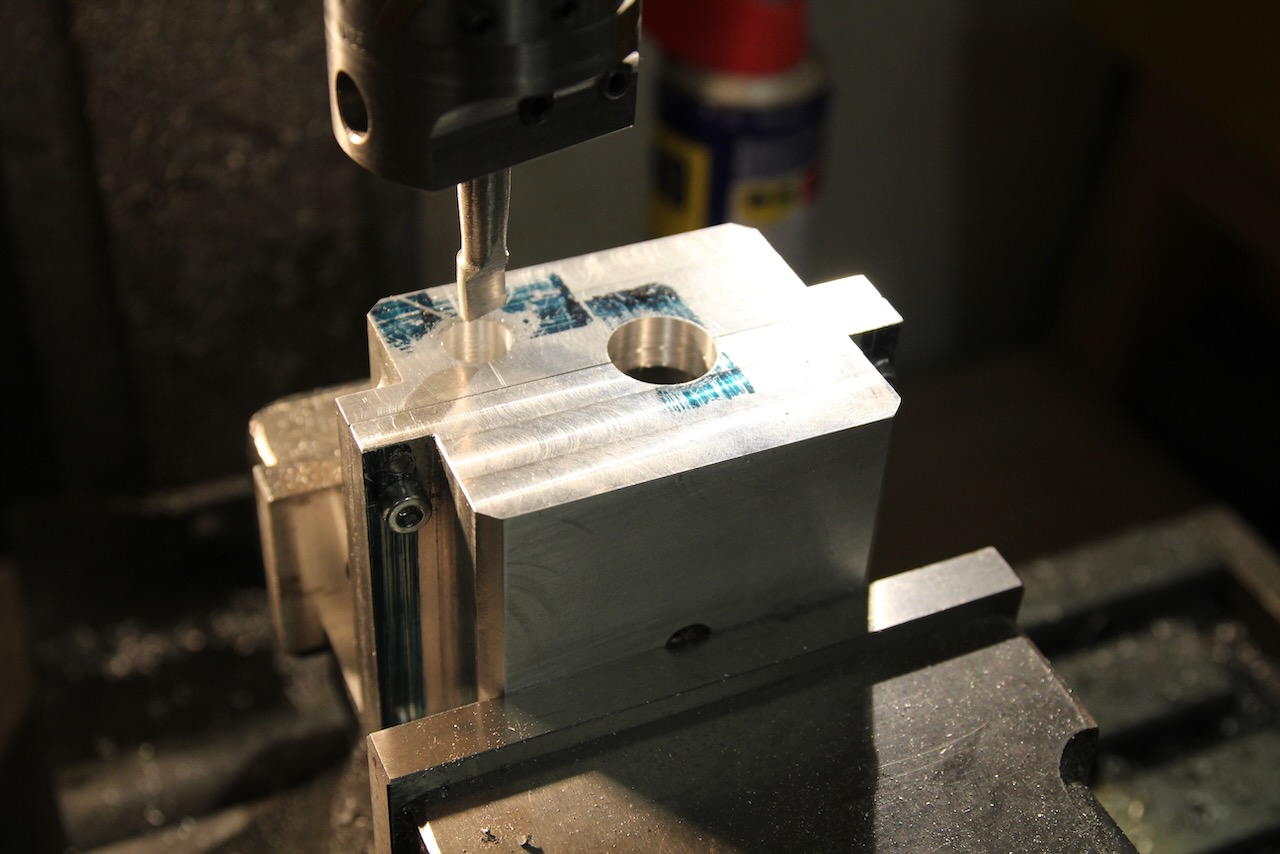

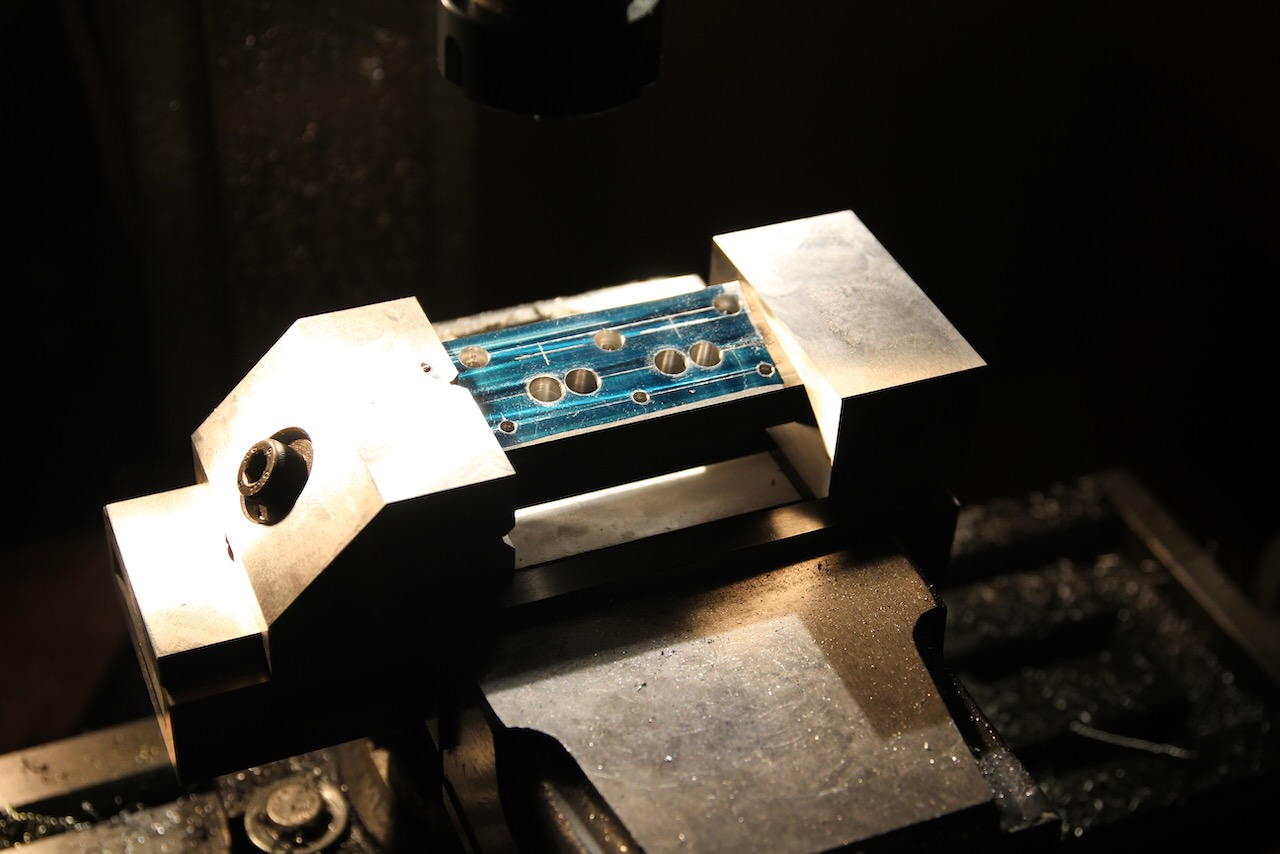
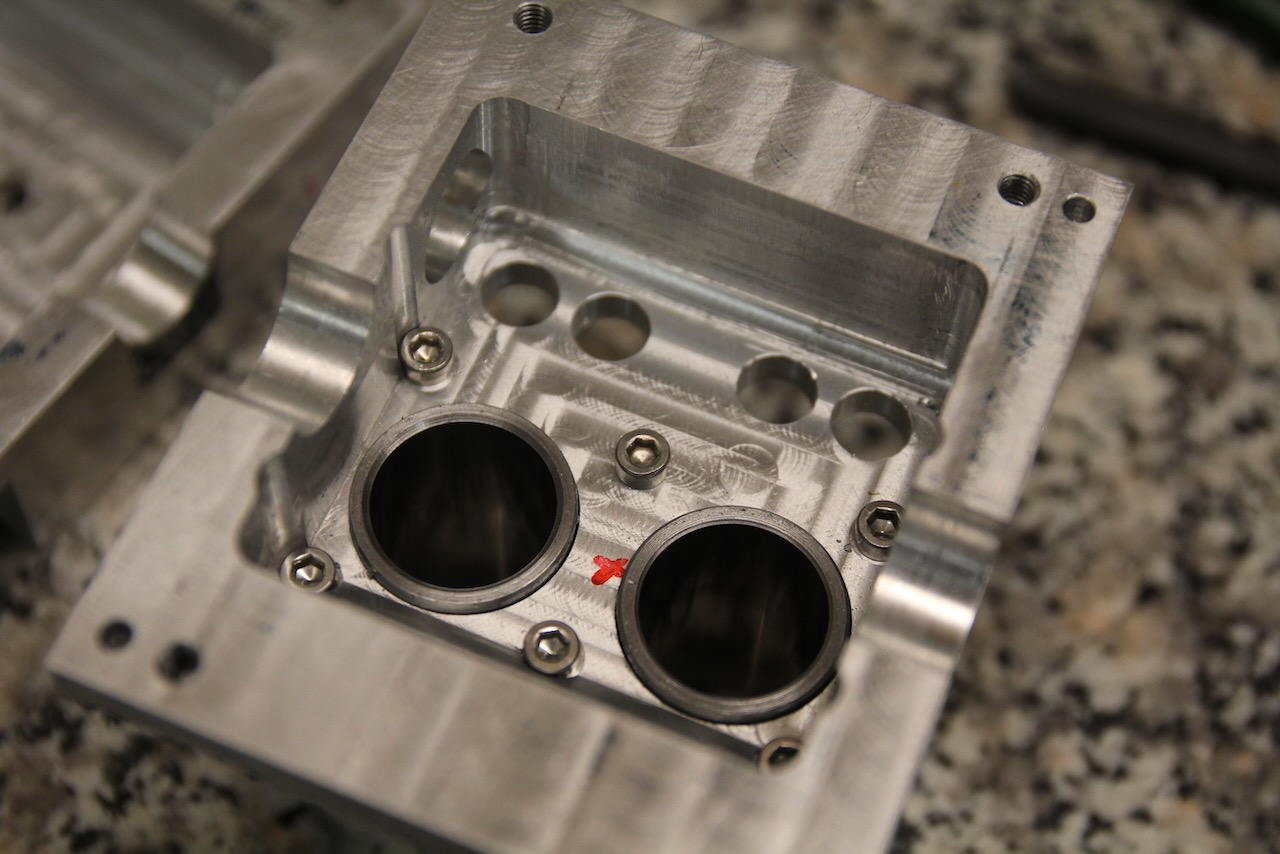 Das Kurbelgehäuse ist bei Gary zweigeteilt (Ober- und Unterteil) und aus dem Vollen gefräst. Nachdem die Außen- und Innenkontur fertiggestellt sind, werden die beiden Hälften zunächst mit zwei Passstiften versehen, um eine einwandfreie Ausrichtung bei allen weiteren Bearbeitungsschritten und der späteren Montage sicherzustellen.
Das Kurbelgehäuse ist bei Gary zweigeteilt (Ober- und Unterteil) und aus dem Vollen gefräst. Nachdem die Außen- und Innenkontur fertiggestellt sind, werden die beiden Hälften zunächst mit zwei Passstiften versehen, um eine einwandfreie Ausrichtung bei allen weiteren Bearbeitungsschritten und der späteren Montage sicherzustellen.In die so verbundenen Gehäusehälften werden die erforderlichen Bohrungen für die Kurbelwelle sowie die Bohrungen und Gewinde für die Verschraubung der Hälften eingebracht.
Die übrigen Bohrungen (Zylinder, Nockenwelle, Stößel) können nach sorgfältigem Layout auch ohne verbundene Hälften eingebracht werden.

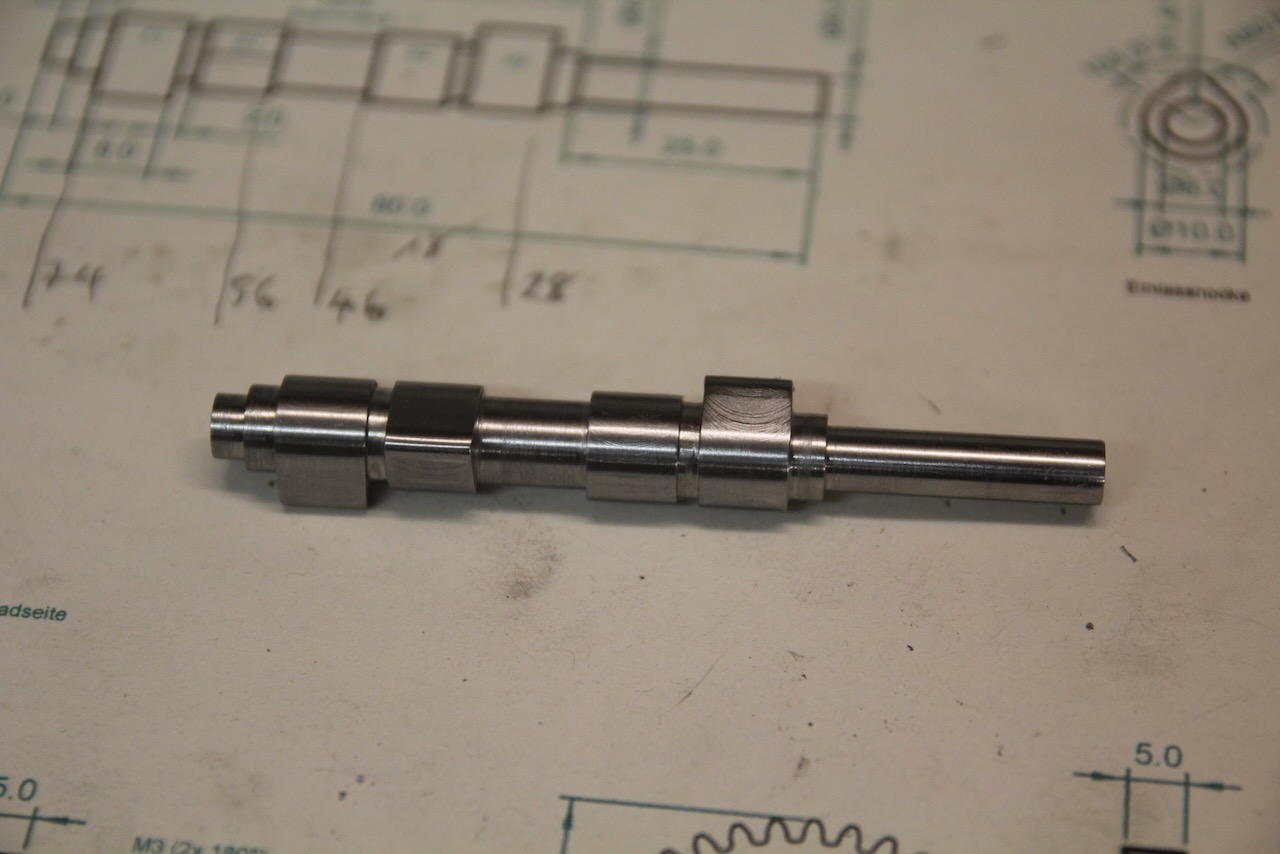
 Die Nockenwelle besteht im Prototyp aus gewöhnlichem Baustahl (ST52, S355) und wird im Fräsverfahren mittels Rundtisch/Teilapparat angefertigt. Die Fräsdaten finden sich unten im Anhang.
Die Nockenwelle besteht im Prototyp aus gewöhnlichem Baustahl (ST52, S355) und wird im Fräsverfahren mittels Rundtisch/Teilapparat angefertigt. Die Fräsdaten finden sich unten im Anhang.Die Stößel aus Silberstahl bewegen sich in Führungen aus Bronze. Beides sind einfache Drehteile, die Bohrungen in den Bronzehülsen sind jedoch am leichtesten mit einer Reibahle maßhaltig anzufertigen und die Stößel entsprechend feinzudrehen.

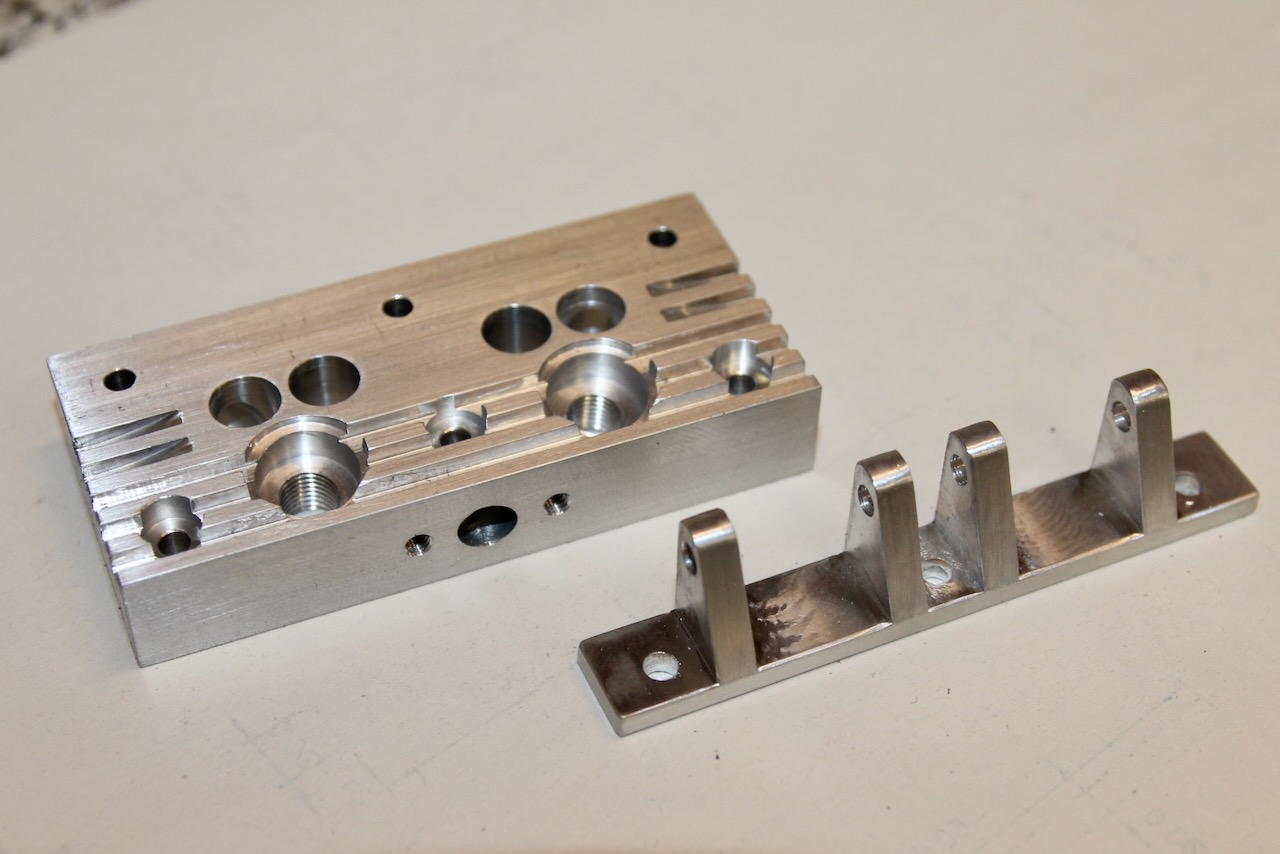
 Die Zahnradabdeckung der Nockenwelle bildet gleichzeitig das untere Gehäuseteil der Verteilerkappe und wird aus dem Vollen gefräst.
Die Zahnradabdeckung der Nockenwelle bildet gleichzeitig das untere Gehäuseteil der Verteilerkappe und wird aus dem Vollen gefräst.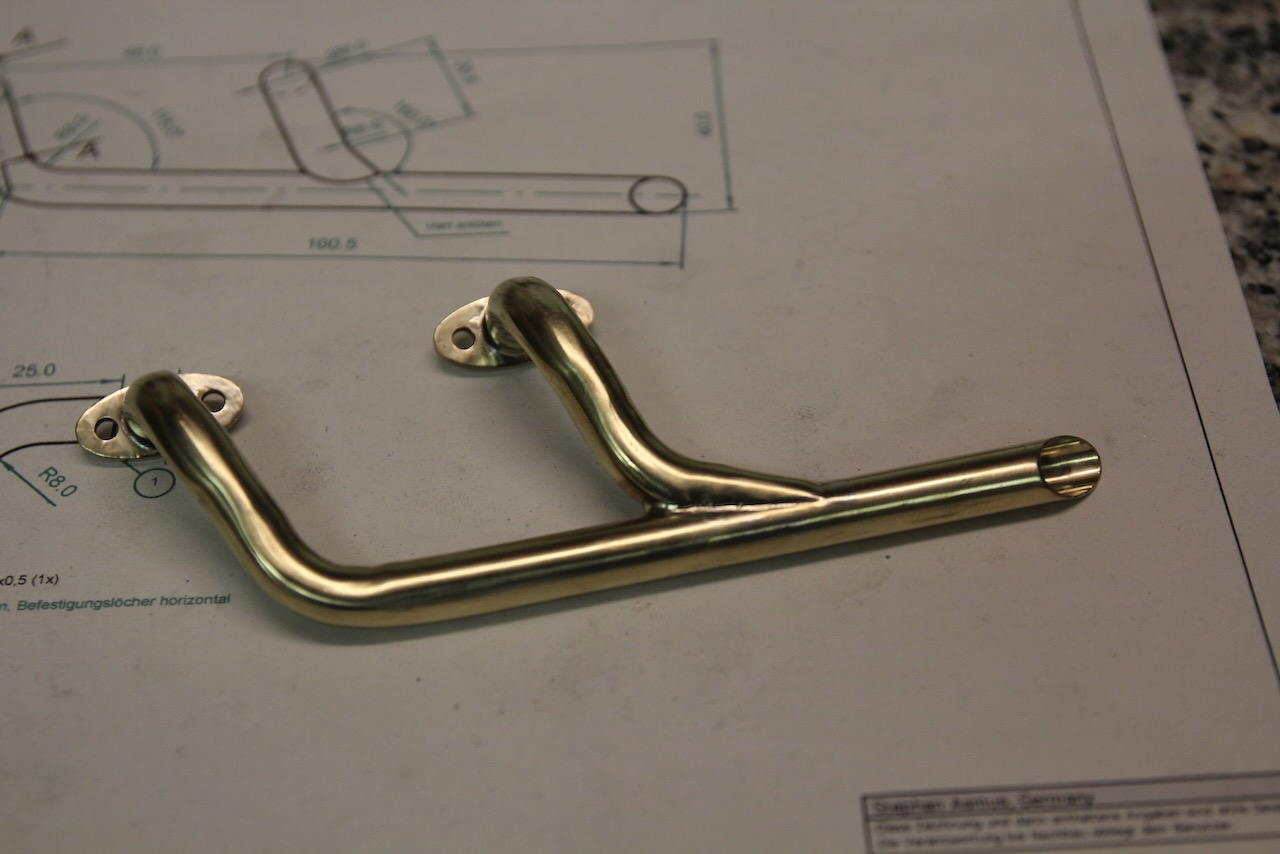 Das Auspuffrohr wurde wie schon bei meinen anderen Modellen aus Messing gebogen und hart verlötet. Hier ist es sinnvoll, zunächst eine Schablone anzufertigen, die die gleichen Gewindeabstände wie der Zylinderkopf aufweist. Erst dann wird das Auspuffrohr verlötet. Auf diese Weise passen der Auspuff / die Krümmerflansche später problemlos an den Zylinderkopf.
Das Auspuffrohr wurde wie schon bei meinen anderen Modellen aus Messing gebogen und hart verlötet. Hier ist es sinnvoll, zunächst eine Schablone anzufertigen, die die gleichen Gewindeabstände wie der Zylinderkopf aufweist. Erst dann wird das Auspuffrohr verlötet. Auf diese Weise passen der Auspuff / die Krümmerflansche später problemlos an den Zylinderkopf.
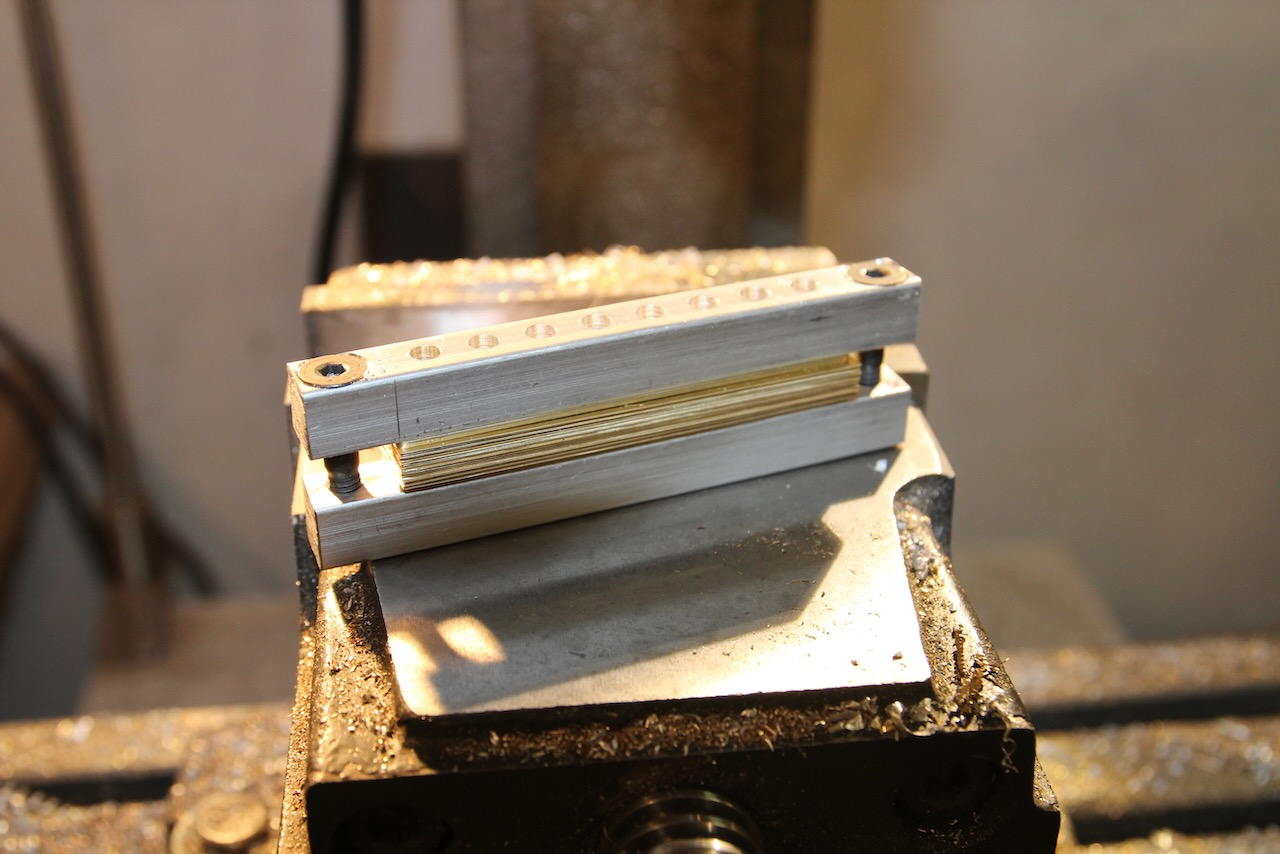




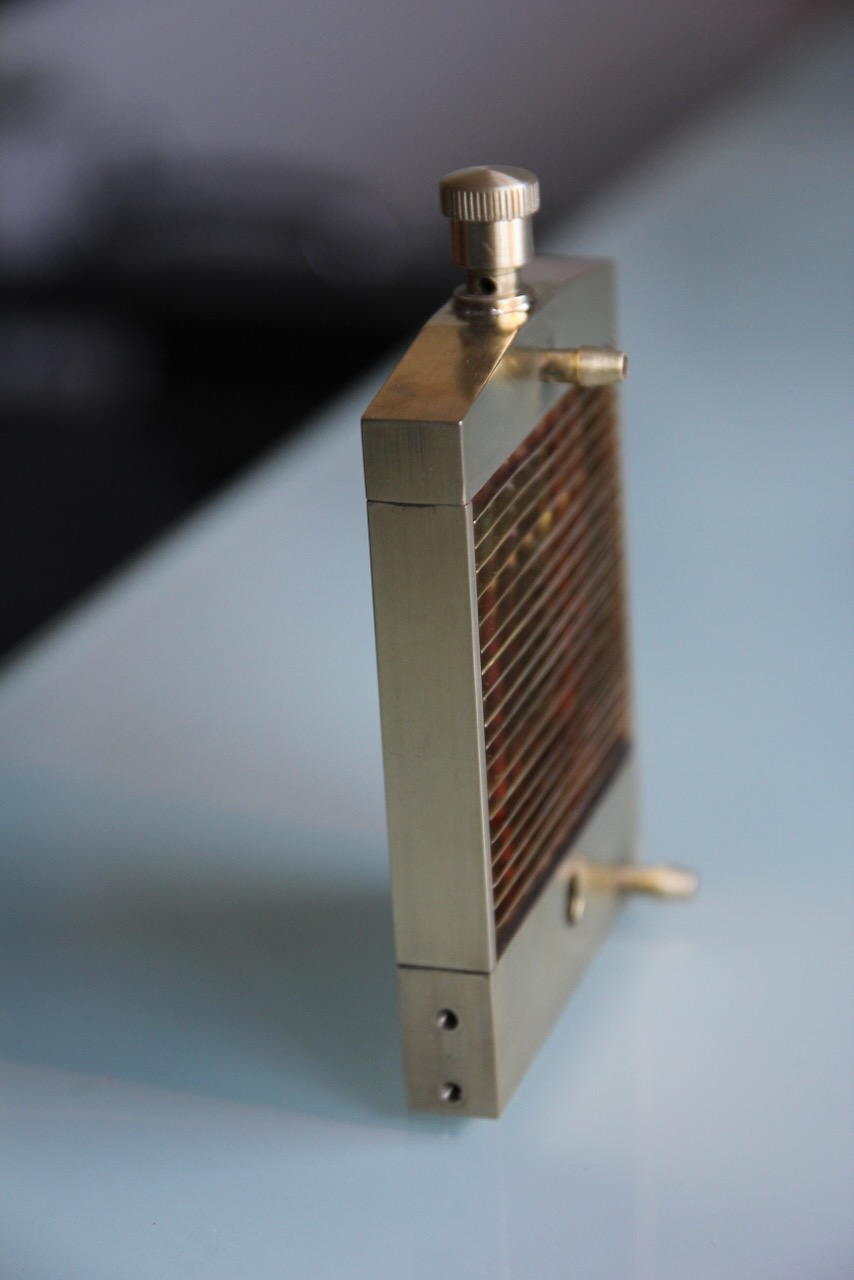 Der Kühler besteht komplett aus Messing und ist aus Einzelteilen verlötet. Ober- und Unterteil sind aus dem Vollen gefräst, die Kühlrippen bestehen aus Messingröhren, auf die die Bleche aufgesteckt werden. Anschlüsse für den Kühlkreislauf und die Einfüllöffnung werden hart an Ober- und Unterteil angelötet. Um die erforderliche Passgenauigkeit bei den Blechen herzustellen, werden die Kühlrippen gemeinsam in eine Vorrichtung (siehe Bilder) gespannt und dann gemeinsam gebohrt und auf Maß gefräst. Die dickeren Abschlussbleche oben und unten werden hart an die Rohre gelötet, die dünneren Bleche in der Mitte anschließend mit Weichlot, idealerweise von hinten (Motorseite), um optische Imperfektionen der Verlötung unsichtbar zu halten. Die gesamte Einheit wird anschließend an die Ober-und Unterteile ebenfalls weich gelötet. Als Kühlmittel verwende ich im Prototypen ein klassisches glykolhaltiges Kühlmittel (G11/G48)
Der Kühler besteht komplett aus Messing und ist aus Einzelteilen verlötet. Ober- und Unterteil sind aus dem Vollen gefräst, die Kühlrippen bestehen aus Messingröhren, auf die die Bleche aufgesteckt werden. Anschlüsse für den Kühlkreislauf und die Einfüllöffnung werden hart an Ober- und Unterteil angelötet. Um die erforderliche Passgenauigkeit bei den Blechen herzustellen, werden die Kühlrippen gemeinsam in eine Vorrichtung (siehe Bilder) gespannt und dann gemeinsam gebohrt und auf Maß gefräst. Die dickeren Abschlussbleche oben und unten werden hart an die Rohre gelötet, die dünneren Bleche in der Mitte anschließend mit Weichlot, idealerweise von hinten (Motorseite), um optische Imperfektionen der Verlötung unsichtbar zu halten. Die gesamte Einheit wird anschließend an die Ober-und Unterteile ebenfalls weich gelötet. Als Kühlmittel verwende ich im Prototypen ein klassisches glykolhaltiges Kühlmittel (G11/G48)

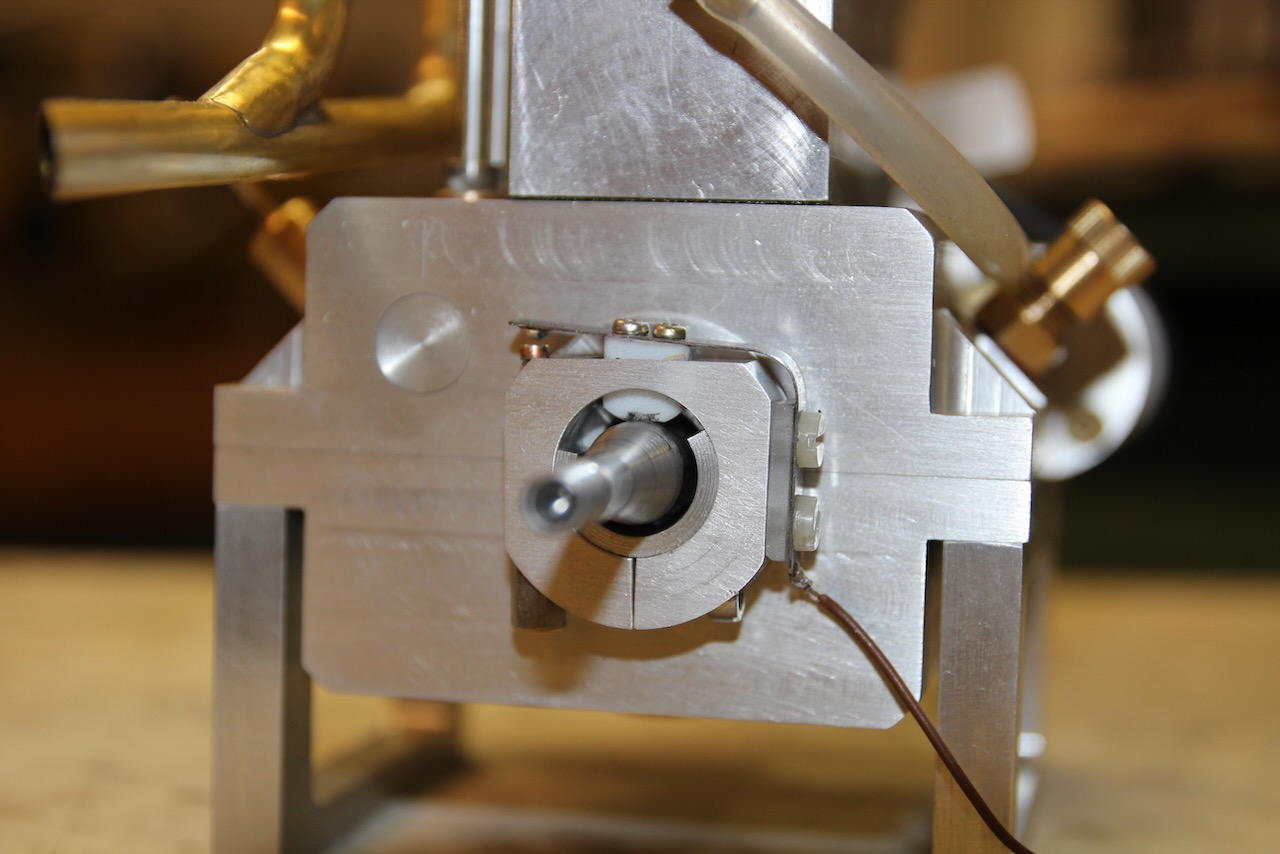
 In den Bildern der Flansch für die Zündkontakteinheit - hier kann der Zündkontakt in Grenzen gedreht werden und somit der Zündzeitpunkt verstellt werden. Weiterhin zu sehen der Verteilerdeckel aus POM mit eingepressten Messing-Elektroden.
In den Bildern der Flansch für die Zündkontakteinheit - hier kann der Zündkontakt in Grenzen gedreht werden und somit der Zündzeitpunkt verstellt werden. Weiterhin zu sehen der Verteilerdeckel aus POM mit eingepressten Messing-Elektroden.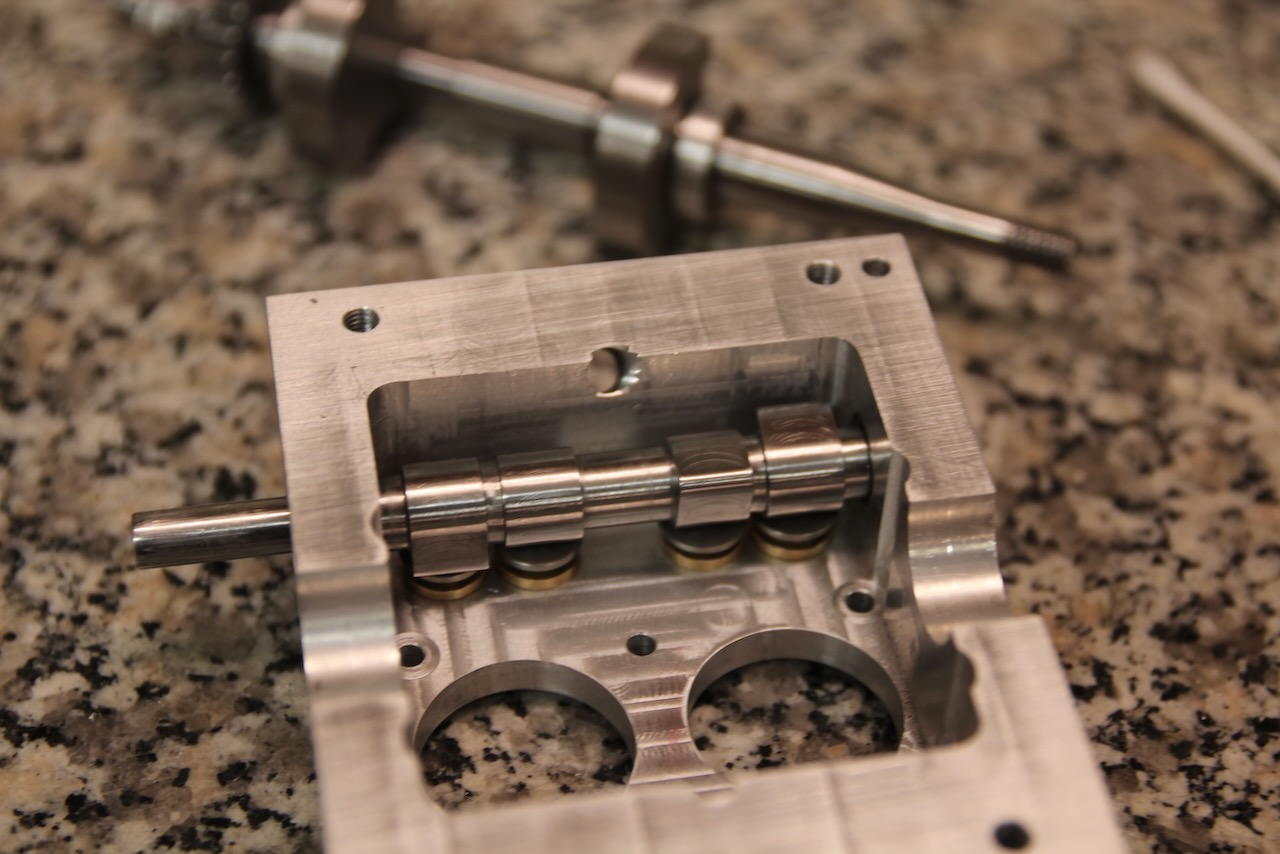


 Die letzten Bilder dieser Serie dokumentieren die Phasen des Zusammenbaus.
Oben nicht explizit erwähnt sind der Vergaser und der Tank, Details sind hierzu ggf. bei meinen vorherigen Motoren zu entnehmen.
Die letzten Bilder dieser Serie dokumentieren die Phasen des Zusammenbaus.
Oben nicht explizit erwähnt sind der Vergaser und der Tank, Details sind hierzu ggf. bei meinen vorherigen Motoren zu entnehmen.Der Vergaser ist ein Drosselvergaser mit Drehschieber und Nebenlufteinrichtung. Leerlauf-Anschlag, Nebenluft und natürlich Kraftstoffmenge lassen sich über Schrauben bzw. ein Nadelventil einstellen.
Der Tank besteht aus Messing mit einem Sichtfenster aus Glas, das mit Eoxydharz-Kleber eingeklebt ist. Die Messing Teile sind weich verlötet.
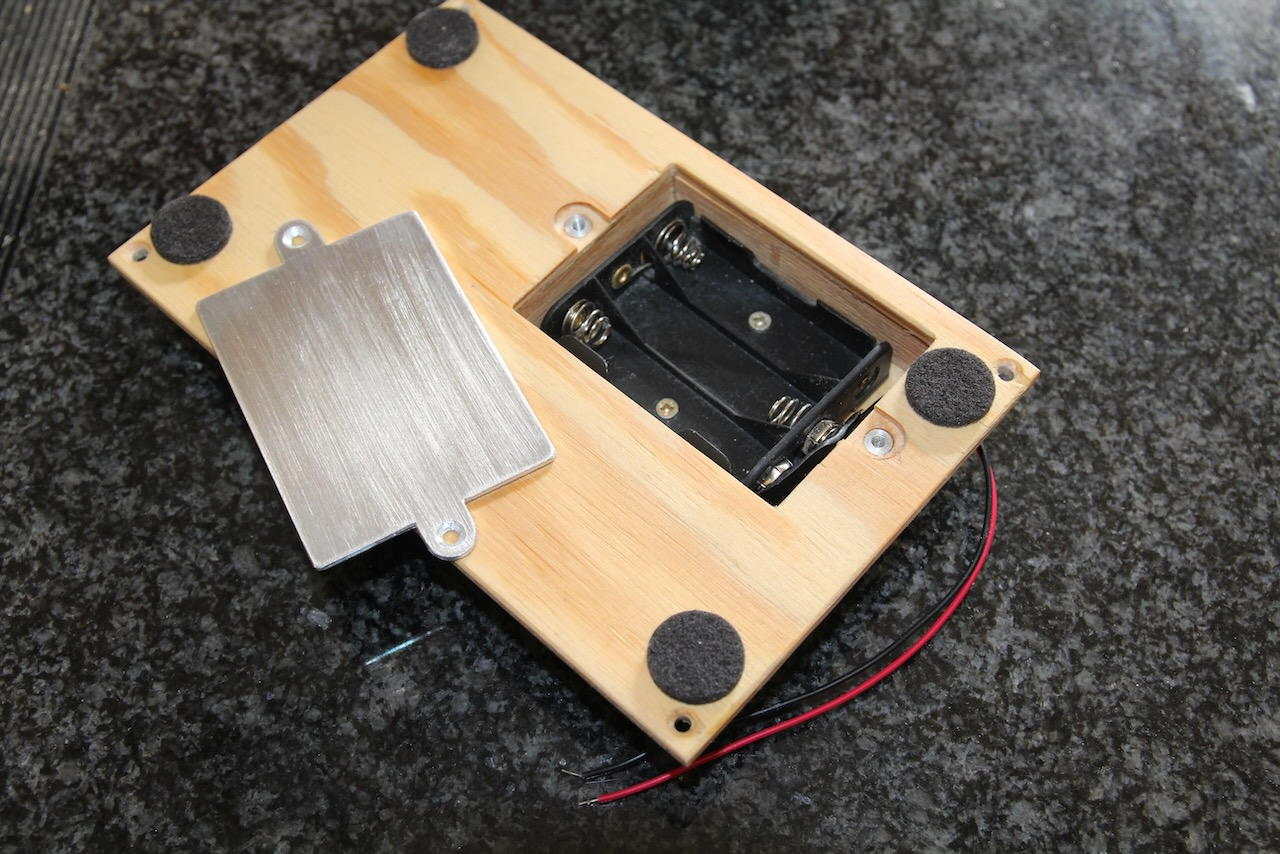
Weitere Bilder zeigen den Gehäuseboden mit eingearbeitetem Batteriekasten (3 x AAA/Mignon) sowie die CDI-Zündung.
Der Maschinensockel besteht aus einer verleimten Sperrholzkonstruktion, die hier mit Buchenfurnier belegt wurde. Für den Prototypen wurde dieses Gehäuse schwarz gebeizt und anschließend klar lackiert.
Bilder vom fertigen Motor


Downloads:
Zeichnungssatz als pdfNockenwellen-Fräsdaten als xls Datei
CDI Bestückungsplan
CDI Platinenlayout
Für die Funktion des Motors und Eignung für die eigenen Ansprüche kann ich trotz sorgfältiger Prüfung keine Gewährleistung übernehmen. Nachbau und Nutzung also auf eigenes Risiko!