Kugeldrehapparat
Dies ist ein Bauvorschlag für einen einfachen Kugeldrehapparat zum Einsaz in der Metall-Drehbank.
Mit der Vorrichtung können Kugeln zwischen ca. 5mm und 30mm Durchmesser angefertigt werden.
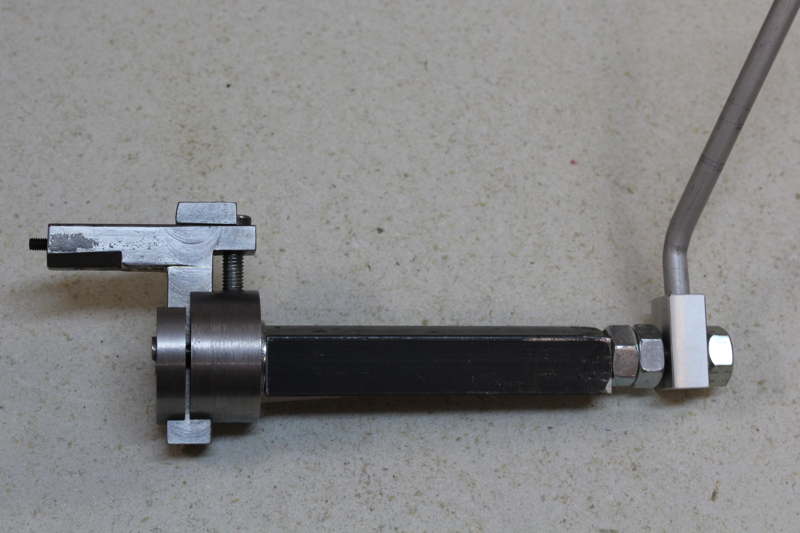
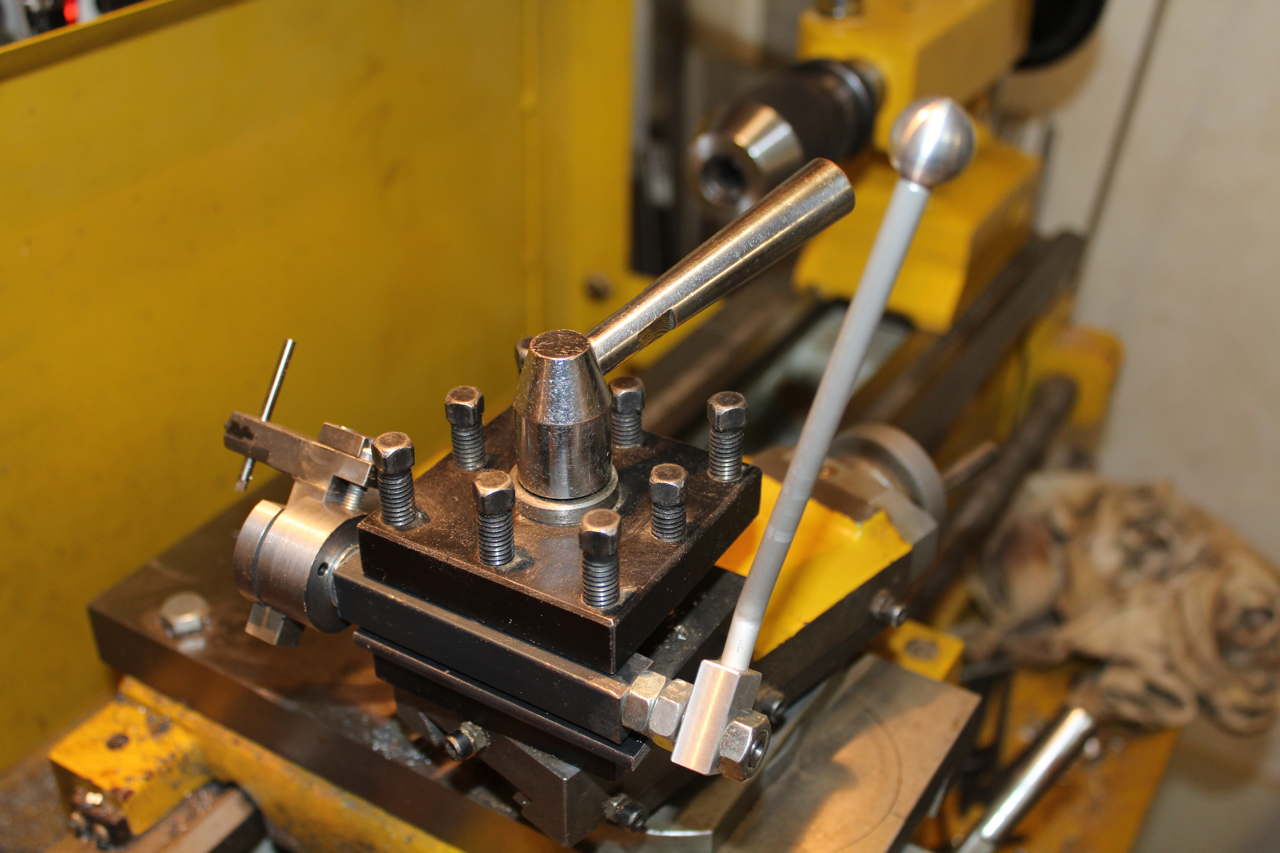
Die Vorrichtung folgt dem axialen Design, wobei die Vorrichtung in den Oberschlitten eingespannt wird und der Apparat im 90 Grad Winkel zur Drehachse der Drehbank eingespannt wird (siehe Bilder unten). Verbaut wurde hauptsächlich gewöhnlicher Stahl und etwas Aluminium für den Griff.
Der Drehstahl (hier 3mm HSS rund) wird in einem Schlitten aufgenommen, der seinerseits in einer gewöhnlichen Führung gleitet und dessen Radius mit einer Schraube eingestellt werden kann. Die Führung kann durch eine Klemmung festgestellt werden und über eine Achse im zu drehenden Kugelradius geschwenkt werden.
Hinweise zum Bau
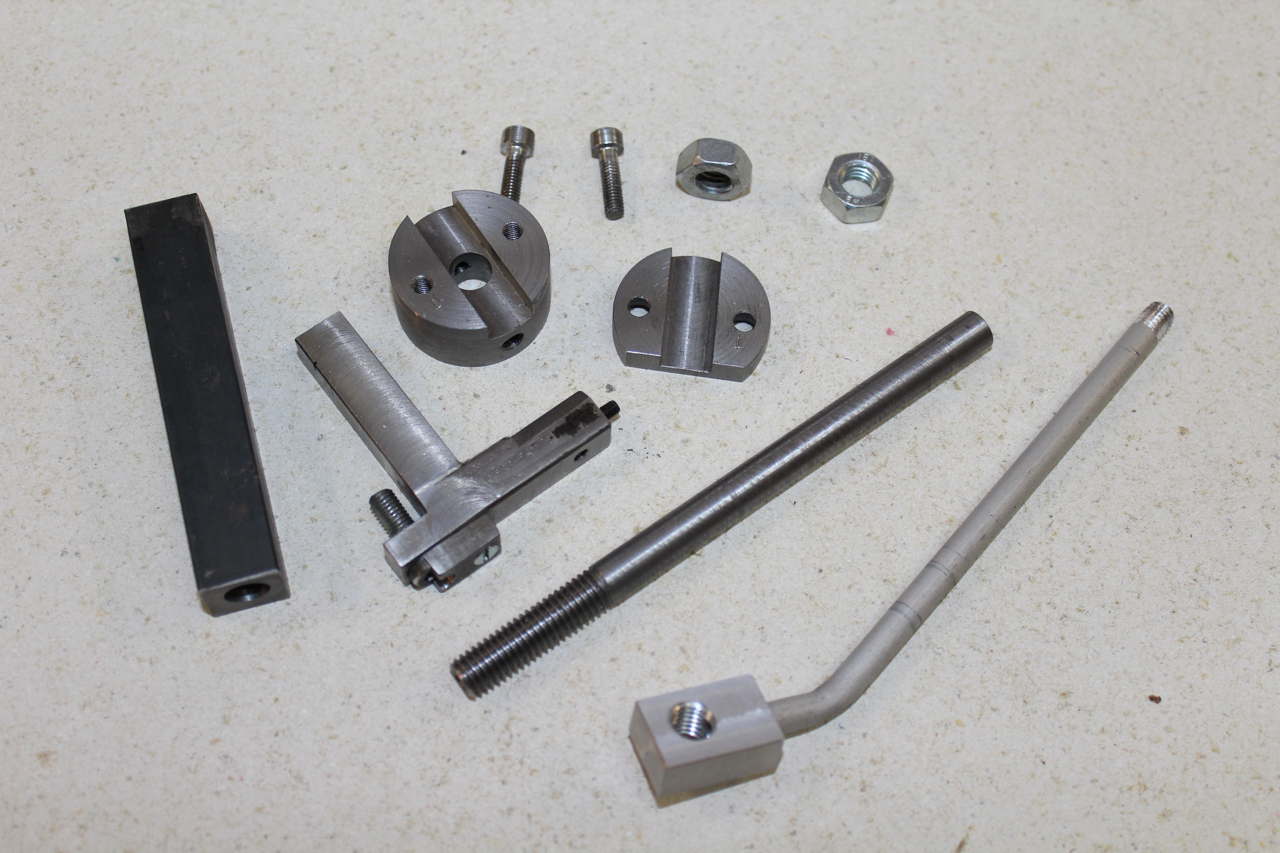
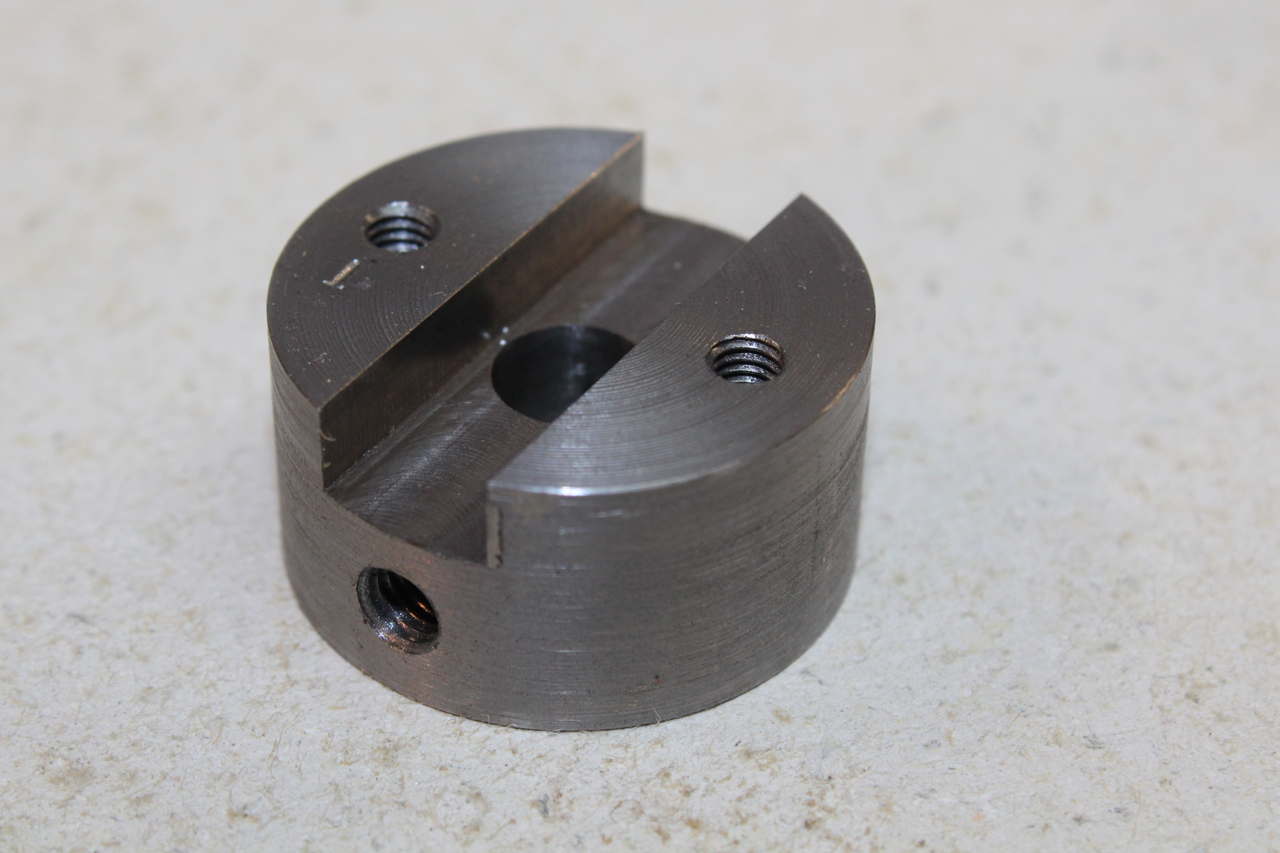
Der Schlitten wurde im Prototyp aus zwei 10x10mm Stahlstangen hart zusammengelötet und die Seiten anschließend parallel gefräst. Wer passendes Material hat und lieber aus einem Stück fertigen möchte darf natürlich auch fräsen.Das Loch im Grundkörper zur Aufnahme der Achse wurde auf 8mm H7 gerieben, die Achse ist entsprechend gedreht und auf dem letzten 1cm mit ca. 20um Übermaß angefertigt (Presspassung). Zur Sicherheit ist zusätzlich eine M4 Madenschraube im Grundkörper vorgesehen, um die Achse sicher zu fixieren.
Die Achse ist am anderen Ende (Seite mit dem Griff) mit einem M8 Gewinde ausgeführt. Zwei gegeneinander verschraubbare Muttern erlauben so das Einstellen des Axialspiels auf fast 0.
Anwendung
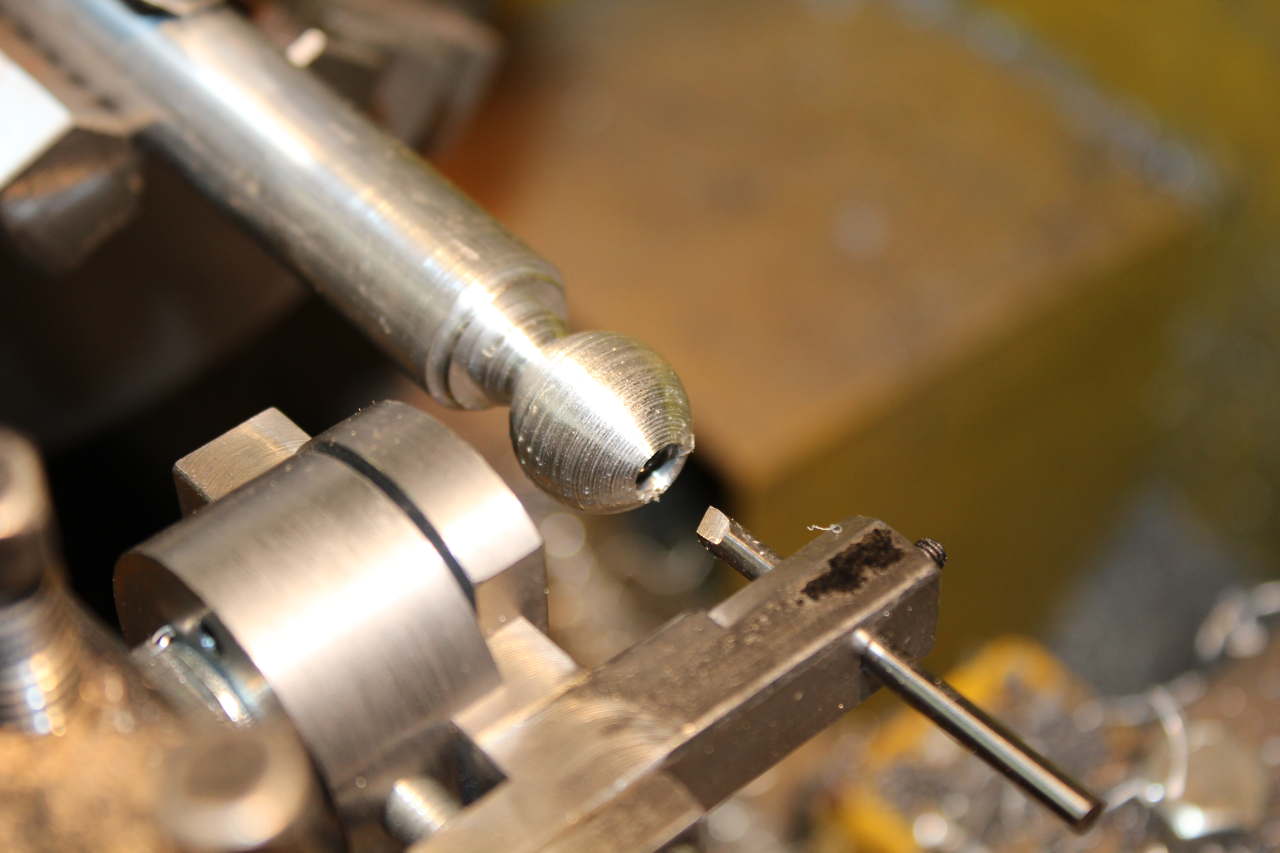
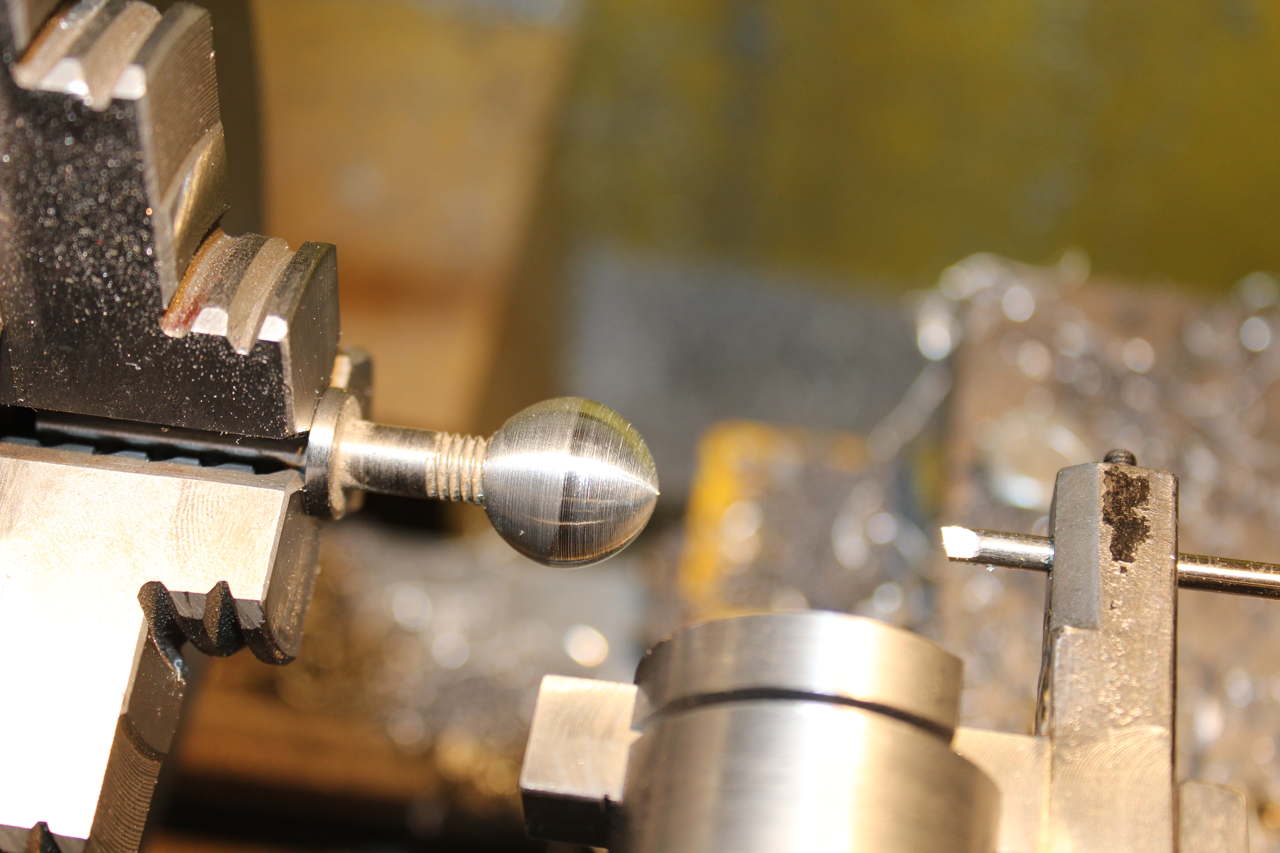
Das Material wird am besten in der gewünschten Kugelgröße vorbereitet - also Durchmesser der Kugel plus Einstich im Abstand des Durchmessers vom Ende mit jeweils ein wenig "Zugabe" (siehe Bild).Der Kugeldrehapparat wird im 90 Grad Winkel zur Drehachse ausgerichtet und auf die Mitte der späteren Kugel (in X-Richtung) sowie der Schneidstahl auf Drehachsen-Mitte (in Y-Richtung) eingestellt.
Der Radius des Apparates wird so eingestellt, dass bei den ersten Schneidvorgängen nur die Ecken des Rohlings abgedreht werden.
In den weiteren Durchläufen erfolgt dann immer der gleiche Vorgang:
- Klemmung lösen
- Zustellung erhöhen
- Klemmung fixieren
- einen Schwenk (0 Grad bis zum möglichen Anschlag, also je nach Vorbereitung des Rohlings bei ca. 160-170 Grad) abdrehen
Kugel versäubern, abstechen.
Die Vorrichtung kann keine kompletten Kugeln drehen, da futterseitig natürlich die Einspannung erforderlich ist, und die Vorrichtung dort am Rohmaterial anstößt. Da Kugeln jedoch oftmals ohnehin mit einem Sackloch und Innengewinde ausgestattet werden, hat es sich als sinnvoll erwiesen, dieses Gewinde bereits am Rohling anzufertigen und die halbfertige Kugel futterseitig abzustechen. Diese dann -umgekehrt um 180 Grad gedreht- auf eine passende Gewindeaufnahme im Futter aufschrauben und die unfertige Seite (dort wo abgestochen wurde) mit dem Kugeldrehapparat fertig drehen.
Der Schneidstahl war bei den unten dargestellten Bildern noch nicht 100%ig geschliffen. In der Praxis sind weitaus bessere Oberflächen erreichbar.
Bilder:




Downloads:
Zeichnung in pdfFür die Funktion und Eignung für die eigenen Ansprüche kann ich trotz sorgfältiger Prüfung keine Gewährleistung übernehmen. Nachbau und Nutzung also auf eigenes Risiko!